|
Передача товаров под углом часто необходима и для управления процессом и для сбережения пространства.
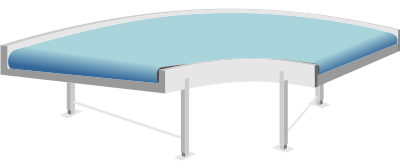
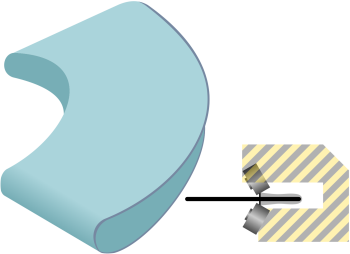
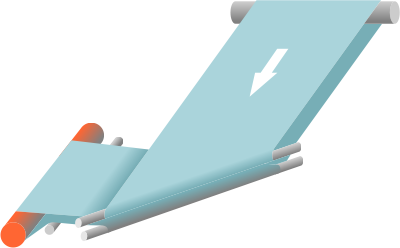
Изогнутые ленточные конвейеры прежде всего используются, чтобы изменить направление транспортирования приблизительно от 30° до 180°, любой угол между этими параметрами,
является возможным. Спиральный конвейер - специальный тип изогнутого ленточного конвейера и используется для того, чтобы справиться с различиями высоты в сжатом, или ограниченном пространстве.
Главная выгода изогнутых ленточных угловых конвейеров - то, что переданные товарыпередаются по кривой, означая, что эти системы передачи хорошо подходят для сыпучих товаров,
газет. Их недостаток - высокая стоимость изготовления, и часто сложные конструкции. Из-за характера изогнутой ленты, возникают сильные поперечные силы, которые перемещают изогнутые
ленты внутрь к средней точке кривой. Эти силы должны быть поглощены конструкцией.
Лучшие доступные варианты для того, чтобы поглощать эти поперечные силы детализированы ниже.
Направление парами роликов
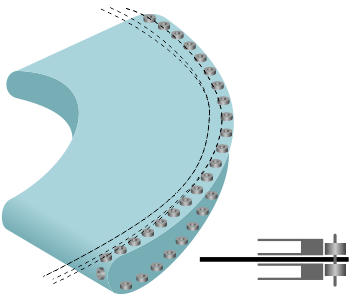
Поперечные силы поглощены парами роликов, установленных на внешнем ленточном краю и двигающимися по изогнутым шинам.
Этот метод требует высокой точности изготовления ленты, с очень точно пробитыми отверстиями по внешней части ленты.
Направление посредством профилей в ленточном краю
Управление по средством цепочки
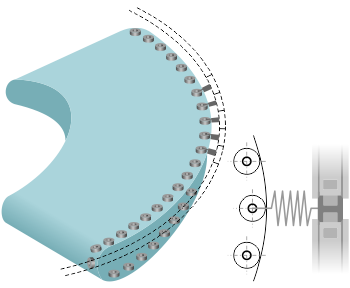
Простое решение - цепочка выполняется во внешнем краю конструкции. Лента связана с цепочкой через круглую ленту, пружину или металлическую скобку и поэтому и управляется и поддерживается в правильной позиции.
Из-за позиции отверстий во внешних гранях ленты, незначительные погрешности вряд ли вызовут проблемы. Поскольку привод имеет место через цепочку, нет никакого трения, так что ленточная напряженность может быть очень низка.
Исполнение роликов хвоста
С этой ситуацией лучше всего справляются, с помощьюконических роликов хвоста, конусность которых находится в пропорции к отношению "внешний радиус: внутренний радиус".
Ременной привод тогда обычно проходит через один из двух конических роликов, предпочтительно главный, в то время как барабан привода оборудован покрытием трения.
Другая опция должна соответствовать или одному или двум цилиндрическим роликам хвоста, посредством чего они должны состоять из отдельных, узких роликов,
свободно вращающихся на валу, поскольку каждый ролик имеет различную периферийную скорость.
Множество узких роликов более эффективны чем меньше широких роликов. Цилиндрические ролики генерируют узкий, параллельный промежуток перехода к следующей конструкции, которая
позволяет транспортирование маленьких и тонких товаров. Если оба ролика хвоста являются цилиндрическими, привод должен иметь место в стороне возвращения предпочтительно через конический барабан.
Ременной привод фрикционным колесом
Приспособление фрикционного колеса на рабочей стороне ленты может обеспечить хорошее альтернативное решение привода. Это требует более низкой ленточной напряженности, но будет обычно требовать больше внимания уводу ленты.
Выбор ленты конвейера
Как правило большинство легких лент конвейера является подходящим для изогнутых конструкций. Однако, ленты на изогнутых конструкциях склонны к изгибу на всех направлениях.
Нормальные ленты, хотя очень гибкие в длину, имеют тенденцию быть твердыми поперек. По этой причине, минимум диаметра шкива dmin, данный в листах данных изделия, должен быть
существенно увеличен для изогнутых ленточных конструкций. Однако, это правило не относится к специальным "изогнутым лентам", которые имеют приблизительно равную адаптационную
способность и изгибающиеся свойства и в длину и поперек.
Ленточное изготовление
Ленточное изготовление для изогнутых ленточных конвейеров требует большой точности в вырезки, чтобы установить размеры и соединения.Часто неточное изготовление
является источником проблем. Поэтому, всегда должны быть обеспечены точные ленточные измерения. В случаях, где только конструкционные данные доступны, Мы будем счастливы помочь в определении правильной ленточной геометрии.
В простых условиях, изогнутая лента состоит из множества разрезов, к которым присоединяются, чтобы формировать коническую ленту, конструкция тогда выровнена и обтянута вокруг роликов хвоста:

Конструкции ленты
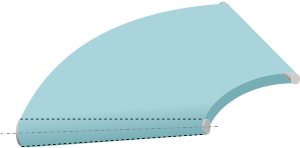
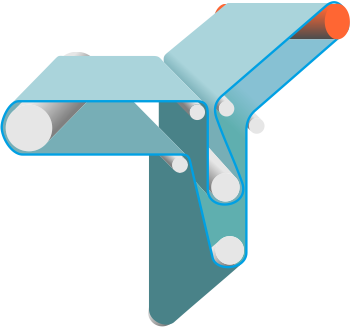
Углы перемещения от 0° до 45° возможны с соответствующим конструкционным дизайном.
Два идентичных 45° угла объединены, чтобы сделать угол перемещения 90°.
Чтобы достигать наиболее близких возможных перемещений между лентами конвейеров обычно применяют области носа или области ролика. Таким образом,
трэкинг ленты выполняется специальным методом. Следующими мерами рекомендуют расширить трэкинг:
- Главный привод цилиндрически-конический барабан
- В случае, если цилиндрически-конические барабаны не могут быть реализованы или не достаточно эффективны (например с узкими барабанами) рекомендуют использовать ролики поворота.
- Ролик хвоста, цилиндрически-конический или цилиндрический, но управляемый
- Достаточный участок ленты, чтобы позволить боковое ленточное движение
- Относительно использования пожалуйста придерживайтесь рекомендаций
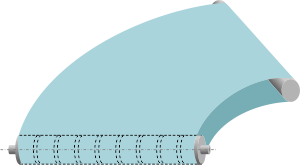
Ленточное изготовление в этих случаях более просто чем для изогнутых ленточных конструкций, поскольку не требуется круговое ленточное размещение. Дополнительно,
не будет никаких созданных системой поперечных сил. Специальные меры направления также не нужны, в то время как приспособление маленьких радиусов перемещения и ножа не
предъявляет к системе никаких специфических требований. Должно быть отмечено однако, что товары будут вращаться и будут перемещены друг против друга.
Подобно лентам на изогнутых конвейерах, они согнуты во всех направлениях и минимальные требования диаметра шкива dmin, должны быть соответственно увеличены.
Для этого типа оборудования специально разработаны ленточные типы. Выбранные ленточные типы обязаны иметь почти идентичное поведение в продольном и поперечном направлении.
Рисунок показывает альтернативную опцию дизайна, чтобы достигнуть того же самого результата:
Параллельные узкие ленты
С некоторыми приложениями, несколько узких лент, двигающихся параллельно могут быть предпочтительней и обеспечить лучшее решение чем единственная(отдельная) лента конвейера.
Есть множество причин для этого.
- Более грубые примеси (загрязнения), грязь и т.д. могут опускаться вниз между лентами и отделяться от товара, который перемещается.
- При очень влажных условиях, дополнительная вода осушится более легко.
- Накопители и сбрасывающие устройства (всплывающие ролики) могут быть приспособлены в пространстве между этими лентами.
- Позиционированный под углом к ленте конвейера, они могут служить и как внутренние и ленты передачи (перемещения) направленные наружу.
- С длинными, широкими конструкциями, несколько узких лент будут иметь тенденцию вызывать меньше проблем, чем единственная(отдельная) широкая лента.
Это – особенно актуально для конвейеров, где ширина ленты больше ее длины.
- Узкие ленты особенно хорошо подходят для бумаги, они известны как "машинные ленты".
Исполнение роликов
С узкими лентами общепринято говорить о роликах, а не барабанах. Следующие рекомендации должны быть отмечены по отношению выполнения роликов к этим конструкциям.

Ширина ролика b и форма
Ширина ролика должна быть определена так, чтобы лента находилась в контакте поперек полной ширины ролика, даже в случаях, где установка ленты точно не центрирована на ролике.
рекомендация:
b = (1,2 - 1,3) bo
bmin = bo + 5 mm (0,2 in.)
ролики могут использоваться как с закраиной, так и без. Использование роликов с закраиной может обеспечить адекватную степень ленточного направления,
пока лента поддерживает контакт с роликом поперек его полной ширины.
Рекомендованная высота закраины h:
Диаметр ролика d
[mm] [in.] | Высота закраины h
[mm] [in.] |
| <40 (1,6) | 0,2 - 0,3 (0,008 - 0,012) |
| 40 - 112 (1,6 - 4,5) | 0,3 (0,012) |
| 125 - 140 (5,0 - 5,5) | 0,4 (0,016) |
| 160 - 180 (6,3 - 7,1) | 0,5 (0,020) |
| 200 - 224 (8 - 9) | 0,6 (0,024) |
| 250 - 335 (10 - 14) | 0,8 (0,030) |
Чрезмерная высота закраины уменьшает эффект трэкинга.
Исполнение поверхности
Поверхность ролика должна быть гладкой, максимальной Ра грубости = 1,6 цт. Трение может быть увеличено, грубой или насеченной
поверхностью роликов, однако это нельзя рекомендовать, поскольку это ведет к большему износу ленты.
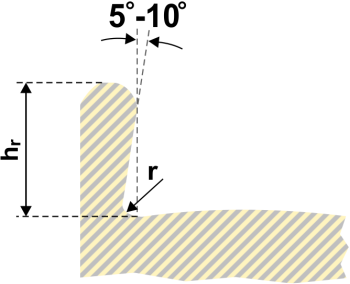
Шкивы с фланцем
Шкивы с фланцем могут использоваться только там, где никакие товары не передаются и вообще это означает, что они используются только на стороне возвращения.
Ширина рабочей поверхности b должна быть на 20% - 30% шире чем ленточная ширина bo.
Рекомендация для высоты гребня, hr = 15-30 mm (0.6-1.2 in.).
Расположение роликов ленточного направления
Позиционирование и расположение роликов воздействуют значительно и на ленточное направление и на срок ленточной сервисной жизни.
- Необходим не менее чем один ролик с закраинами и несколько, ленты передачи длинна
- Если ролики помещены на коротком расстоянии, один за другим, ролики с закраинами должны быть позиционированны таким способом, чтобы лента всегда сгибалась в том же самом направлении
- Большие дуги контакта расширят эффект трэкинга роликов с закраинами
- Все ролики должны быть позиционированы точно под прямыми углами к направлению, в котором лента двигается; это применяется особенно в случае цилиндрических роликов
- Наклонение или поворот роликов, чтобы исправить ленту, нельзя рекомендовать и нужно избегать полностью при реверсе.
- Использование цилиндрических непрерывных валов вместо роликов может быть эффективно, только там, где есть достаточное число гребенчатых роликов,
чтобы гарантировать правильное ленточное направление. Где дело обстоит не так, сам вал должен быть оснащен соответствующими закраинами.

Ременной привод и натяжное приспособление
Параллельные ленты могут управляться индивидуальными роликами привода или посредством непрерывного вала. Во всех случаях лента должна быть
индивидуально натянута. Приспособление корректируемых роликов, подпружиненных - или загруженных весом натяжных устройств - способ достигнуть этого
результата, в то время как использование упругих лент (например резинка Hamid, машинные ленты (пленки)) или круглые ленты отрицают потребность использовать любое натяжное устройство.
| |