4.5. Проектирование и расчет ленточного конвейера
Сожержание
1. Определение режима работы и нагружения конвейера.
2. Определение условий работы конвейера.
3. Выбор проектной схемы конвейера.
4. Выбор угла наклона конвейера и скорости движения ленты.
5. Производительность конвейера.
6. Выбор ленты конвейера.
7. Выбор ширины ленты.
8. Расчет прочности ленты.
9. Выбор типа опоры для ленты конвейера.
10. Расположение роликоопор по длине конвейера.
11. Размеры барабанов.
12. Выбор типа натяжного устройства, его основных параметров и места установки на конвейере.
13. Выбор загрузочного устройства конвейера и определение его параметров.
14. Выбор устройства для очистки ленты.
15. Выбор типа привода.
16. Тяговый расчет.
17. Проверка электродвигателя по пусковым нагрузкам.
18. Проверка времени пуска конвейера.
19. Расчет тормозного момента.
20. Автоматизированная система проектирования ленточных конвейеров.
Определение режима работы и нагружения конвейера.
Режимы работы и нагружения конвейера определяются классами использования его по времени и производительности(см. гл. 2). Классы использования конвейера по времени приведены в табл. 2.1,
где первый класс В1 соответствует конвейерам периодического действия, остальные классы регламентируют: одно, двух, трехсменную и круглосуточную работу конвейера соответственно.
Классы использования конвейера по производительности приведены в табл. 2.2 и 2.4.
На основании классов использования конвейеров по времени и производительности выбирают по табл. 2.5, 3.1 и 3.2 режим работы конвейера.
Определение условий работы конвейера.
Условия работы конвейера характери зуются производственными условиями окружающей среды, воздействующими на конвейер.
Принято четыре группы производственных условий; легкие (Л), средние (С), тяжелые (Т) ивесьма тяжелые (ВТ), характеристика которых приведена в табл. 3.1 и 3.2.
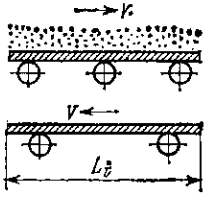
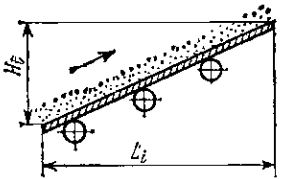
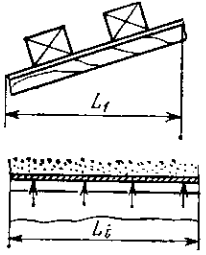
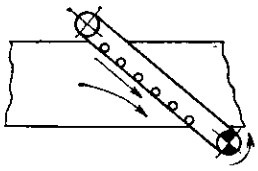
Выбор проектной схемы конвейера.
Проектная схема конвейера должна быть максимально простой, прямолинейной и без излишних перегибов.
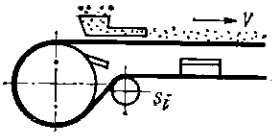
На рис. 4.18 приведены характерные геометрические схемы конвейеров. Наиболее предпочтительными являются схемы 1 и 2.
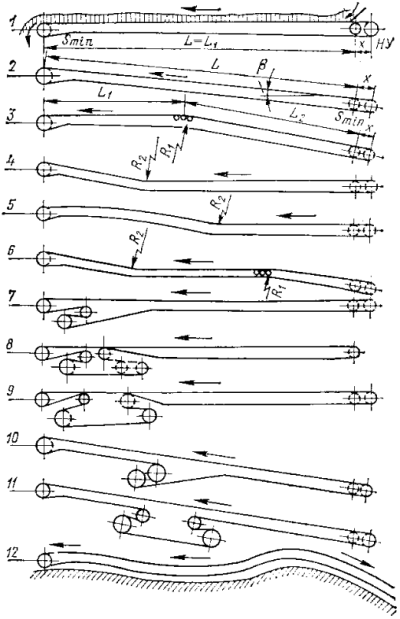
Рис. 4.18 Схемы ленточных конвейеров
Привод конвейера по возможности принимается однобарабанный. При необходимости применения двухбарабанного привода наиболее надежной будет обводка первого и
второго приводных барабанов внутренней («чистой») стороной ленты по схемам 8, 9 и 11.
При проектировании конвейерной линии следует применять отдельные конвейеры максимальной длины и минимальным количеством перегрузочных пунктов.
Однобарабанный привод, как правило, располагается на переднем барабане; расположение двухбарабанного и трехбарабанного приводов показано на рис. 4.18 и в табл. 4.3.
Выбор угла наклона конвейера и скорости движения ленты.
В табл. 4.37 приведены максимальные углы наклона стационарных ленточных конвейеров для ряда материалов. При равномерной непрерывной загрузке конвейера указанные в табл. 4.37 углы
наклона ленты можно увеличить на 1-20 Для передвижных и переносных конвейеров допустимые углы наклона ленты уменьшаются на 5-10%.
Таблица 4.37. Характеристика насыпных грузов (средние значения).
| Транспортируемый груз | Плотность, γ, т/м2 | Группа абразив ности | Угол ЕС тественного откоса груза в покое, φ ° | Угол свободного располо жения груза в попереч ном сечении ленты, φ ° | Наибольший допу скаемый угол наклона конвейера (β, ...° |
| Агломерат железной руды | 1,6-2,0 | Д | 45 | 15 | 18 |
| Агломерат свинцовой руды | 2,0-3,5 | Д | 40-50 | 15 | 18 |
| Антрацит рядовой | 0,8-1,0 | С | 45 | 10 | 17 |
| Аммофос | 0,9-1,1 | - | 33-42 | 10 | - |
| Апатитовый концентрат | 1,8-1,7 | С | 30-40 | 15 | 16 |
| Асбест сорт I-V | 0,3-0,6 | В | 50 | 17 | - |
| Асбест сорт VI-VII | 0,4-0,8 | В | 45 | 15 | - |
| Брикеты из бурого угля, плоские | 0,7-1,0 | В, С | 35-40 | 15 | 14 |
| Боксит дробленый | 1,3-1,5 | В | 40-50 | 15 | 18 |
| Гранит (крупность 0-80 мм) | 1,5 | Д | 45 | 18 | 18 |
| Галька круглая, сухая | 1,5-1,8 | В | 30 | 12 | 10 |
| Гипс порошкообразный, воздушно-сухой | 1,2-1,4 | В | 40 | 14 | 22 |
| Глина кусковая, сухая | 1,6-1,8 | В | 40 | 15 | 16 |
| Глина кусковая, влажная | 1,9-2,1 | В | 50 | 20 | 24 |
| пылевидная | 0,4-1,2 | В | 20 | 12 | 22 |
| Глинозем порошкообразный, сухой | 0,9-1,8 | С | 35 | 15 | - |
| Гравий рядовой, сухой | 1,5-1,8 | В | 30-45 | 15 | 18 |
| Гравий влажный, мытый | 1,8-1,9 | В | 40-50 | 18 | 20 |
| Доломит необожженный, 50-80 мм | 1,7-1,9 | С | 35-40 | 15 | 18 |
| Земля грунтовая, влажная | 1,6-2,0 | С | 35-45 | 20 | 22 |
| Земля грунтовая, сухая | U-1,6 | С | 30-40 | 15 | 19 |
| Земля формовочная, готовая | 1,6 | С | 40-45 | 20 | 24 |
| Земля формовочная, выбитая | 1,2-1,3 | С | 30-45 | 15 | 22 |
| Зола сухая | 0,6-0,9 | Д | 45-50 | 15 | 18 |
| Зерно (рожь, пшеница) сухое | 0,7-0,8 | А | 22 | 10 | 16 |
| Известняк мелкий и среднекусковой | 1,4-1,7 | В | 36-40 | 15 | 18 |
| Известь порошкообразная, воздушпсьсухая | 0,5-0,9 | В | 50 | 15 | 23 |
| Известь хлорная, воздушно-сухая | 0,6-0,8 | В | 45-50 | 15 | 20 |
| Калий хлористый | 0,9 | - | 46 | 15 | - |
| Камень мелко, среднекусковой, рядовой | 1,3-1,5 | Д | 37-40 | 15 | 18 |
| Кокс рядовой | 0,4 – 0,5 | Д | 30 | 15 | 15 |
| Коксик с мелочью | 0,6 – 0,9 | Д | 50 | 15 | 18 |
| Колчедан серный, рядовой | 2,0 | С | 45 | 15 | 17 |
| Колчедан флотационный | 1,6 | С | 38 - 40 | 12 | 17 |
| Картофель (клубни) | 0,6 – 0,8 | А | 28 | 10 | 12 |
| Кукуруза в зернах | 0,7 – 0,8 | А | 35 | 10 | 15 |
| Концентрат железных руд, влажный | 3,2 – 5,0 | Д | 25 - 50 | 15 | 22 |
| Мел мелкокусковой | 1,4 – 1,6 | В | 40 | 14 | 15 |
| Мука ржаная, отруби | 0,5 – 0,6 | А | 55 | 16 | 15 |
| Мука фосфоритная для удобрений | 1,1 – 1,8 | В | 37 - 45 | 13 | 12 |
| Окатыши железнорудные | 1,8 – 2,2 | С | 35 - 40 | 10 | 12 |
| Опилки древесные, воздушно-сухие | 0,2 – 0,3 | А | 40 | 15 | 27 |
| Огарок колчеданный | 1,4 – 1,8 | С | 35 | 12 | 18 |
| Окалина | 2,0 – 2,2 | С | 30 - 35 | 10 | - |
| Песок карьерный, рядовой,воздушно-сухой | 1,4 – 1,6 | С | 35 - 40 | 15 | 20 |
| Песок чистый, формовочный, сухой | 1,3 – 1,5 | С | 30 - 35 | 10 | 15 |
| Песчанно-гравийная смесь, воздушно-сухая | 1,6 – 1,8 | С | 40 - 45 | 15 | 22 |
| Порода грунтовая (вскрыша) | 1,6 – 1,7 | С | 45 - 50 | 15 | 20 |
| Пыль колошниковая | 1,1 – 2,0 | В | - | - | - |
| Руда крупностью 0-25 мм и 0 -120 мм,рядовая | 2,0 – 2,4 | Д | 30 - 50 | 15 | 18 |
| Руда крупностью 0-350 мм, рядовая | 2, - 3,6 | Д | 45 | 15 | 15 |
| Сера гранулированная | 1,4 | - | 45 | 15 | 18 |
| Сера двууглекислая, порошкообразная | 1,0 | - | 44 | 15 | 18 |
| Соль поваренная,зернистая | 1,0 – 1,2 | С | 46 | 15 | 18 |
| Соль калийная | 1,1 | С | 46 | 15 | 18 |
| Соль каменная, кусковая | 0,8 – 1,8 | С | 30 – 50 | 15 | 18 |
| Суперфосфат из апатита, гранулированный | 1,0 | С | 45 | 14 | 20 |
| Стружки древесные, свежие | 0,2 – 0,5 | А | 50 | 20 | 27 |
| Торф фрезерный, воздушно-сухой | 0,3 – 0,5 | В | 32 - 45 | 12 | 18 |
| Уголь бурый,сухой | 0,5 – 0,6 | В | 35 - 50 | 12 | 16 |
| Уголь бурый,влажный | 0,6 – 0,8 | В | 40 - 50 | 12 | 18 |
| Уголь каменный, рядовой | 0,6 – 0,8 | В | 30 - 45 | 12 | 18 |
| Угольная пыль с мелочью | 0,5 – 0,7 | В | 15 - 20 | 7 | 10 |
| Удобрения минеральные | 1,0 – 2,0 | С | 35 - 40 | 10 | 15 |
| Цемент воздушно-сухой | 1,0 -1,5 | Д | 30 - 40 | 10 | 20 |
| Шлак каменноугольный | 0,6 – 0,9 | Д | 35 - 40 | 15 | 20 |
| Штыб сухой | 0,9 | С | 35 - 45 | 15 | 20 |
| Щебень сухой | 1,5 – 1,8 | Д | 35 - 45 | 15 | 18 |
При уменьшении скорости движения ленты допустимый угол наклона ее может быть увеличен. Для лент, имеющих выступы на рабочей поверхности, углы наклона принимаются на 10-15° меньше,
чем угол естественного откоса насыпного груза.
Для лент с шероховатой рабочей поверхностью углы наклона принимаются на 3-5 % больше, чем для гладкой ленты.
Принятый максимальный угол наклона βmax проверяется при насыпных грузах по формуле:
βmax ≤ k3φ
, где k3 - коэффициент запаса; для грузов легкой подвижности k3 = 0,35, средней - k3 = 0,40, малой - k3 = 0,55;
φ - угол естественного откоса транспортируемого груза в покое, ... °.
При транспортировании штучных грузов углы наклона ленты выбираются по табл. 4.38 и проверяются по формуле:
βmax ≤ ρΔρ
, где ρ - угол трения груза по поверхности ленты в покое, ... ° Δρ = 10/15° - запас устойчивости груза.
Для штучных грузов, имеющих высоту больше размера его опорной поверхности по оси конвейера, угол наклона проверяется по формуле:
tg βmax ≤ 2lГ / (3hГ)
Таблица 4.38. Наибольшие допускаемые углы наклона конвейера с прорезиненной лентой при транспортировании штучных грузов
| Груз | Наибольший допустимый угол βmax наклона конвейера с лентой, ...° |
| гладкой | рифленой |
| Ящики деревянные | 15-17 | 25 |
| Ящики металлические | 12-15 | - |
| Коробки картонные | 15 | 25 |
| Мешки льняные и джутовые | 18-20 | 30-32 |
| Мешки бумажные | 15-17 | 30 |
,где lГ - длина опорной поверхности груза вдоль ленты конвейера, м;
hГ - расстояние от центра тяжести груза до его опорной поверхности на ленте, м.
Выбор скорости ленты производится с учетом условий эксплуатации конвейера, характеристики транспортируемого груза, ширины ленты, назначения и местоположения конвейера, способа загрузки и разгрузки его и т.д.
Выбранная скорость ленты должна соответствовать ГОСТ 22644-77, обеспечивать сохранность груза, т.е. минимальное его дробление, просыпь, распыление и т.п. наибольшую долговечность ленты и роликоопор конвейера.
Таблица 4.39. Максимально допустимая скорость ленты при разгрузке через головной барабан, м/с
| Транспортируемый груз | Ширина ленты, мм |
| 400-500 | 650 | 800 | 1000 | 1200 | 1400 | 1600 - 1800 | 2000-3000 |
| Пылевидные и порошкообразные сухие, пылящие | 1,0 | 1,0 | 1,0 | 1,25 | 1,25 | 1,6 | 1,6 | 2,0 |
| Хрупкие, кусковые, крошение которых снижает их качество | 1,25 | 1,6 | 2,0 | 2,0 | 2,5 | 2,5 | 3,15 | 4,0 |
| Зернистые и порошкообразные, в том числе рыхлые вскрышные породы | 1,6 | 2,5 | 3,15 | 4,0 | 4,0; 5,0 * | 5,0; 5,0 * | 5,0; 6,3 * | 6,3; 8,0 * |
| Мелкокусковые, а' ≤ 60 мм | 1,6 | 2,0 | 2,5 | 3,15 | 4,0 | 5,0 | 5,0 | 6,3;8,0* |
| Среднекусковые, а' ≤160 мм: легкие | 1,6 | 2,0 | 2,5 | 3,15 | 4,0 | 4,0 | 5,0 | 5,0 |
| тяжелые | - | 1,6 | 2,0 | 2,50 | 3,15 | 3,15 | 4,0 ** | - |
| Крупнокусковые, а' = 170/350: легкие | - | - | 1,6 | 2,0 | 2,5 | 2,5 | 3,15 ** | 3,15 ** |
| тяжелые | - | - | 1,25 | 1,6 | 2,0 | 2,0 | 2,5 | 2,5 ** |
| Особокрупнокусковые, а' ≥ 350 мм | - | - | - | - | 2,0 | 2,5 ** | 2,5 ** | 3,15 |
| Зерновые (рожь и т.п.) | 1,6 | 2,5 | 3,15 | 4,0 4,0 | - | - | - | - |
| Овощи, фрукты, корнеплоды | 0,8 | 0,8 | 1,0 | 1,0 | - | - | - | - |
* На отвалообразователях.
** Целесообразно применение податливых роликоопор.
В таблице 4.39 приведены наибольшие скорости ленты в зависимости от характера транспортируемого груза и ширины ленты.
Для ориентировочных расчетов значение наибольшей скорости ленты при разгрузке через головной барабан в зависимости от транспортируемого груза выбирается:
| Тип груза | vmax, м/с |
| Легкосыпучие сухие порошкообразные и пылевидные (цемент, апатит, нефели, пылеуголь, пылеглина и т.п.) | 1, - 2,0 |
| Хрупкие,крошение которых понижает качество груза (кокс, уголь древесный и т.п.) | До 3,15 |
| Овощи, фрукты (картофель, свекла, морковь, яблоки и т.п.) | До 1,0 |
| Зернистые и мелкокусковые (песок, грунтовая земля и др.) |
| для конвейеров установленных в карьерах открытых разработок | До 6,3 |
| для конвейеров отвалообразователей, установленных на открытых разработах | 8 - 10 |
| Крупнокусковые | 2,0 – 3,15 |
Скорости движения ленты для временных установок, работающих короткое время, могут быть более высокими, чем для стационарных конвейеров, работающих длительное время.
Стационарные конвейеры, установленные на открытой местности, допускают более высокие скорости, чем конвейеры, расположенные в закрытых производственных зданиях.
Для наклонных конвейеров скорости должны быть снижены по сравнению с горизонтальными примерно на 20 %, если конвейер имеет максимальный угол наклона.
Скорости ленты при транспортировании штучных грузов выбираются в зависимости от массы и формы единицы груза, способа подачи груза на ленту и снятия с нее,
а при выполнении на ленте технологического процесса - в зависимости от его режима. В табл. 4.40 приведены допустимые скорости ленты для некоторых штучных грузов.
Таблица 4.40. Рекомендуемые скорости движения ленты для транспортирования штучных грузов
| Характеристика груза | Скорость ленты, м/с |
| рекомендуемая | максимальная |
Тканевые мешки с мукой, зерном, бумажные мешки с цементом, мелом
Почтовые посылки в мягкой упаковке, пачки газет
Рулон бумаги массой до 200 кг
Ящики, бочки массой более 50 кг, чемоданы | 0,5-1,0
0,8-1,0
0,3-0,5
0,3-0,5 | 1,6
1,6
1,0
1,0 |
Производительность конвейера.
Расчетная массовая производительность для определения относительных нагрузок на ленту и тягового усилия привода:
Qm = Q’mkН / (ktkГ) (4.1)
, где Q'm - заданная в техническом задании максимальная массовая производительность конвейера, т/ч; kН - коэффициент неравномерности загрузки конвейера зависит от способа и характера загрузки. Точные величины kН указываются в техническом задании па конвейер в зависимости от специфики технологии производства того предприятия, где будет использоваться конвейер.
В случае отсутствия точных данных величины kН можно приближенно принять для расчета ширины ленты по неравномерности, минутного грузопотока kН = 1,25 / 2,0; для расчета линейных нагрузок па ленту по неравномерности сменного грузопотока kН = 1,1 / 1,5.
При непрерывной загрузке конвейера с помощью питателя и промежуточного загрузочного бункера принимаются меньшие значения kН; при периодической загрузке без загрузочного бункера - большие. Коэффициент использования конвейера по времени kt вычисляется по формуле (2.1) или (2.2), обычно принимают kt = 0,80/ 0,95; kГ - общий коэффициент готовности конвейерной системы, если груз транспортируется на нескольких последовательно расположенных конвейерах, вычисляется по формуле:
KГ = KГ1KГ2
, где kГ1 и kГ2 - коэффициенты готовности отдельных конвейеров; для одного конвейера обычно принимают kГ = 0,96.
Расчетная производительность при транспортировании штучных грузов и объемная производительность определяются по формулам: (3.1)-(3.5).
Выбор ленты конвейера.
Для транспортировки насыпных и штучных грузов применяются конвейерные ленты общего назначения или специальные двух видов: резинотканевые с тяговым каркасом из различного количества тканевых прокладок и резинотросовые (типоразмеры таких лент регламентированы ГОСТ 20-76, а также возможен их выпуск предприятиями резинотехнических изделий по отдельным техническим условиям).
При выборе типа ленты учитываются условия окружающей среды, характеристика транспортируемого груза и необходимая прочность. В ГОСТ 20-76 даны общие рекомендации по выбору типа ленты. При транспортировании большинства грузов, в том числе пищевых (капуста, свекла, картофель, зерно, мука и т.п.) применяются ленты общего назначения.
Для горячих грузов (с температурой выше 60 °C, но не более 200 °C) или грузов, транспортируемых в среде с повышенной температурой, применяются теплостойкие ленты. При более высокой температуре ленты серийного производства не пригодны.
Для пищевых продуктов, не подвергающихся перед употреблением очистке или термической обработке (например, сливочное масло, творог и т.п.) и при транспортировании непосредственно соприкасающихся с лентой (без упаковки и тары), должны применяться пищевые ленты.
При транспортировании грузов в среде с температурой ниже -45 °C до -60 °C должны применяться морозостойкие ленты. Для более низких температур (ниже -60 °C) применение прорезиненных лент не допускается.
При выборе вида ленты по типу тягового каркаса необходимо учитывать достоинства и недостатки того и другого вида. Достоинствами резинотканевых лент является возможность выбора их в большом диапазоне прочностных параметров (65, 100, 200, 300, 400 Н/мм); универсальность выполнения стыкового соединения (механическое, вулканизацией и т. д.); повышенная стойкость к продольным порывам; высокая амортизирующая способность при динамических нагрузках. К недостаткам резинотканевых лент относится значительное удлинение (до 4%) при рабочих нагрузках, повышенные размеры диаметра барабанов при большом количестве прокладок.
Резинотросовые ленты имеют высокую прочность, небольшое удлинение при рабочих нагрузках (до 0,25%), повышенную долговечность. Недостатками являются большая масса, сложность изготовления стыкового соединения (только вулканизацией) с большой затратой времени; меньшая (по сравнению с резинотканевыми лентами) стойкость продольным порывам и перегибам в вертикальной плоскости; увеличенные радиусы перегибов.
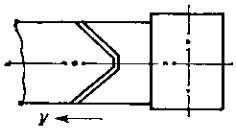
Выбор ширины ленты.
При транспортировании насыпных грузов необходимая ширина ленты определяется по расчетной производительности с учетом условия полного отсутствия или минимального просыпания груза с ленты в
процессе движения b = 0,9В - 0,05, где В - полная ширина ленты, м; b - рабочая ширина ленты, м (рис. 4.19,а).
Угол при основании слоя груза принимают φ = (0,35/0,5) φ0, где φ0 - угол естественного откоса груза в покое.
Угол наклона боковых роликов следует принимать: на двухроликовой опоре (рис. 4.19,б) αж = 15 и 20°; на трехроликовой опоре (рис. 4.19,в)
для лент с хлопчатобумажными прокладками αж = 20°, для синтетических и резинотросовых лент, как более гибких, при ширине В = 800-1300 мм
рекомендуются αж = 30° и для В > 1400 мм αж = 36°; для особо широких синтетических и резинотросовых лент с шириной В >
2000 мм применяются четырех и пятироликовые (рис. 4.19, г) и подвесные (рис. 4.19, д) опоры с α’ж =18°,
αж1= 54°. Для приближенного выбора ширины ленты по заданной производительности можно использовать данные,
приведенные в табл. 4.41, полученные по теоретической объемной производительности горизонтального конвейера с прямыми и желобчатыми роликоопорами при транспортировании насыпных грузов
со скоростью v = 1 м/с. Производительность при других значениях скорости и углах наклона конвейера может быть получена путем умножения табличных данных на
соответствующее значение коэффициента kβ и скорости.
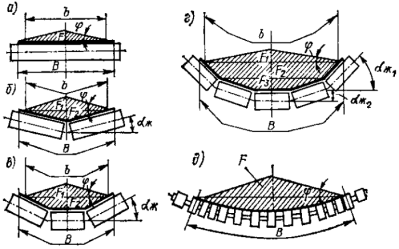
Рис. 4.19 Рабочая ширина ленты при различных типах роликоопор
Таблица 4.41. Производительность горизонтального ленточного конвейера при скорости v = 1 м/с.
Ширина
ленты,
мм | Угол откоса
груза в
движении φ, ° | Объемная производительность м3/ч при роликоопорах: |
| прямая | желобчатая трехроликовая |
| Угол желобчатости αж, ° |
| 0 | 20 | 30 | 45 | 60 |
| 400 | 0
15
20 | 16
23
32 | 33
45
53 | 46
53
60 | 55
60
68 | 56
59
63 |
| 500 | 10
15
20 | 25
38
52 | 63
75
88 | 77
88
100 | 92
100
110 | 93
99
106 |
| 650 | 10
15
20 | 45
70
95 | 115
135
160 | 139
160
181 | 167
184
200 | 168
180
192 |
| 800 | 10
15
20 | 70
110
150 | 175
210
250 | 215
245
280 | 260
285
810 | 261
279
298 |
| 1000 | 10
15
20 | 115
175
240 | 285
840
400 | 350
400
450 | 415
455
500 | 418
446
476 |
| 1200 | 10
15
20 | 170
255
850 | 420
500
580 | 510
580
660 | - | - |
| 1400 | 10
15
20 | 280
350
480 | 580
690
810 | 700
810
910 | - | - |
| 1600 | 10
15
20 | 310
470
640 | 760
910
1070 | 930
1060
1210 | - | - |
| 2000 | 10
15
20 | 490
740
1000 | 1200
1440
1690 | 1470
1690
1920 | - | - |
| 2500 | 10
15
20 | 770
1120
1590 | - | - | - | - |
| 3000 | 10
15
20 | 1120
1690
2300 | - | - | - | - |
Исходя из расчетной производительности конвейера Qm = 3600F0vρ т/ч, oпределяют необходимую полную ширину ленты по формуле:
B = 1,1 (√(Qmkβ) / (kПvρ) + 0,05) (4.2)
, где kП - коэффициент типа роликоопор (табл. 4.42);
kβ - коэффициент угла наклона конвейера.
Таблица 4.42. Коэффициент kП
| Роликоопора | kП прц расчетном угле откоса насыпного груза на ленте φ, ...° |
| 15 | 20 | 25 |
| Однороликовая | 250 | 330 | 420 |
| Двухроликовая: |
| αж = 15° | 500 | 580 | 660 |
| αж = 20° | 570 | 615 | 660 |
| Трехроликовая: |
| αж = 20° | 470 | 550 | 640 |
| αж = 30 | 550 | 625 | 700 |
| αж = 360 | 590 | 660 | 730 |
| αж = 45° | 635 | 690 | 750 |
| Пятироликовая: αж =54° | 565 | 635 | 705 |
| Однороликовая с гибкой осью | 520 | 570 | 640 |
Для горизонтальных конвейеров kβ = 1; для наклонных - значение kβ выбирается по табл. 4.43.
Для грузов, содержащих крупные куски, полученная ширина ленты проверяется по размерам кусков груза:
Bmin ≥ x1а' + 200 (4.3)
, где а' - размер наибольших кусков груза, мм; x1 - коэффициент, зависящий от типа груза,
х1 = 2 - для рядового груза и x1 = 3,3 - для сортированного груза.
Таблица 4.4З. Коэффициент kβ для транспортирования насыпных грузов различной подвижноcти на ленте с резиновой гладкой рабочей поверхностью.
| Группа подвижности частиц груза | угол наклона конвейера, …° |
| 1-5 | 6-10 | 11-15 | 16-20 | 21-24 |
| Легкая | 0,95 | 0,90 | 0,85 | 0,80 | - |
| Средняя | 1,00 | 0,97 | 0,95 | 0,90 | 0,85 |
| Малая | 1,00 | 0,98 | 0,97 | 0,95 | 0,90 |
Максимальные размеры кусков груза, допустимые для каждой ширины ленты, приведены в табл. 4.44.
Таблица 4.44. Максимально допустимые размеры крупных кусков, мм.
| Ширина ленты, мм | Содержание крупных кусков в транспортируемом грузе, % |
| 5 | 10 | 20 | 50 | 80 | 90 | 100 |
| 400 | 150 | 130 | 100 | 90 | 80 | 70 | 60 |
| 500 | 200 | 160 | 150 | 120 | 100 | 90 | 90 |
| 650 | 270 | 220 | 200 | 160 | 140 | 130 | 120 |
| 800 | 350 | 300 | 250 | 220 | 200 | 170 | 160 |
| 1000 | 450 | 360 | 350 | 300 | 250 | 220 | 200 |
| 1200 | 500 | 450 | 400 | 350 | 300 | 280 | 250 |
| 1400 | 600 | 500 | 450 | 400 | 350 | 330 | 300 |
| 1600 | 650 | 550 | 500 | 450 | 400 | 350 | 320 |
| 1800 | 700 | 600 | 550 | 500 | 450 | 400 | 350 |
| 2000 | 750 | 650 | 600 | 550 | 500 | 450 | 400 |
Полученная по производительности и кусковатости груза ширина ленты округляется до ближайшего большего размера, предусмотренного ГОСТ 20-76.
Для лент, транспортирующих штучные грузы, ширина ленты выбирается в зависимости от габаритных размеров и массы груза.
При этом необходимо, чтобы на ленте с обеих сторон оставались свободные от груза поля не менее 50-100 мм.
Расчет прочности ленты.
Потребное количество прокладок (шт.) тягового каркаса в резинотканевой ленте исходя из условия прочности ее на разрыв определяется по формуле
i = SmaxnП / (σРB) (4.4)
, где Smax - наибольшее натяжение ленты определяемое тяговым расчетом, Н;
σР - предел прочности на разрыв 1 см ширины одной прокладки, даН/см (выбирается по табл. 4.1);
В - ширина ленты, см; nп-коэффициент запаса прочности ленты (см. п. 2.4).
Для приближенных расчетов значение пп выбирается по табл. 4.45. Выбранная лента должна удовлетворять условию прочности (см. п. 2.4).
Таблица 4.45. Рекомендуемый коэффициент запаса прочности конвейерных лент.
| Назначение конвейера | Тип ленты | Число тяговых прокладок I, шт. | Значение nп при угле наклона конвейера |
| <10° | >10° |
| Транспортиро вание груза | Резинотканевая, общего назначения, морозостойкая и негорючая для угольных шахт | до 5 | 8 | 9 |
| более 5 | 9 | 10 |
| Теплостойкая | любое | 10 | 10 |
| Повышенной теплостойкости | любое | 20 | 20 |
| Тканевая ПВХ | до5 | 8,5 | 9,0 |
| более 5 | 9,0 | 10 |
| Резинотросовая | - | 7,0 | 8,5 |
| Перевозка людей | Тканевая ПВХ | Любое | 9,5 | 10 |
| Резинотросовая | - | 8,0 | 9,5 |
Если число прокладок, полученное расчетом, больше, чем рекомендуется в табл. 4.46 для принятого типа и ширины ленты, то следует принять ленту с более высоким пределом прочности, или резинотросовую ленту соответствующей прочности. Если при расчете число прокладок получается меньше минимального количества, рекомендуемого ГОСТ 20-76, то надо принять ближайшее большее число прокладок или выбрать ленту с прокладками меньшей прочности.
Резинотросовые ленты необходимой прочности тягового каркаса выбираются по ее сопротивлению разрыву:
σp ≥ Smaxn’ / B (4.5)
, где σР - допускаемое максимальное натяжение 1 см ширины ленты, даН/см (см. табл. 3.9);
Smax - максимальное натяжение ленты, получаемое тяговым расчетом, даН;
n' - расчетный коэффициент запаса прочности, n' = 7/9.
В табл. 4.46 указано максимально и минимально допустимое число прокладок исходя из способности ленты вписываться в геометрическую форму роликоопоры и сохранять лотковость
при прохождении между роликоопорами и при движении без груза.
Таблица 4.46. Минимальное и максимальное число тяговых тканевых прокладок.
| Ширина ленты,мм | Число тяговых тканевых прокладок различной номинальной прочности, ширины прокладок для лент различных типов, даН/СМ |
| 1 | 2Р |
| 400 | 300 | 200 | 400 | 300 | 200 | 150 |
| 800 | - | - | 3 - 6 | - | 2 – 5*; 3 - 5 | 3 - 6 | 3 - 6 |
| 1 000 | - | 3 - 6 | 4 - 6 | 3 - 5 | 2 – 6*; 3 - 6 | 3 - 6 | 3 - 8 |
| 1 200 | 3 - 6 | 3 - 6 | 4 - 6 | 4 - 6 | 3 – 8*; 3 - 6 | 4 - 7 | 4 - 8 |
| 1 400 | 4 - 7 | 4 - 6 | 4 - 6 | 4 - 8 | 4 - 8 | 5 - 8 | 5 - 8 |
| 1 600 | 4 - 8 | 4 - 6 | - | 5 - 8 | 5 - 8 | - | 5 - 8 |
| 1 800 | 4 - 8 | 5 - 6 | - | 5 - 8 | 5 - 8 | - | 5 - 8 |
| 2 000 | - | - | - | 4 - 6 | 4 - 8 | - | - | - |
| 2500 |
| 3000 |
| Ширина ленты,мм | Число тыговых тканевых прокладок различной номинальной прочности, ширина прокладок для лент различных типов, даН/см |
| 2 | 3 |
| 200 | 150 | 100 | 55 | 100 | 55 |
| 650 | - | 3 - 4 | 3 - 5 | 3 - 6 | 3 - 4 | 3 - 6 |
| 800 | 3 - 6 | 3 - 6 | 3 - 8 | 3 - 8 | 3 - 5 | 3 - 8 |
| 1 000 | 3 - 6 | 3 - 8 | 3 - 8 | 3 - 8 | 3 – 6 | 3 - 8 |
| 1 200 | 4 - 7 | 4 - 8 | 3 - 8 | 3 - 8 | 3 - 6 | 3 - 8 |
| 1 400 | 5 - 8 | 5 - 8 | 4 - 8 | 4 - 8 | 4 - 6 | 4 - 8 |
| 1 600 | - | 5 - 8 | 4 - 8 | 4 - 8 | - | 4 - 8 |
| 1 800 | - | 5 - 8 | 4 - 8 | 4 - 8 | - | 4 - 8 |
| 2 000 | - | 4 - 6 | 4 - 6 | 4 - 8 | - | - | - | - |
| 2 500 |
| 3 000 |
* Число прокладок из основных тканей типа К-10-2-ЗТ или А-10-2-ЗТ.
Толщины наружных обкладок на рабочей δ1 и опорной δ2 сторонах ленты выбираются в зависимости от кусковатости и
абразивности транспортируемого груза, способа его погрузки на ленту и частоты прохождения ленты через пункт загрузки.
Коэффициент частоты прохождения ленты через пункт загрузки определяется по формуле:
kЧ = 2L / v (4.6)
, где L - длина конвейера между концевыми барабанами, м;
v - скорость движения ленты, м/с.
В табл. 4.47 указаны стандартные толщины обкладок. Там же в скобках даны увеличенные толщины обкладок ленты для транспортировки особо тяжелых крупно кусковых грузов.
Эти нестандартные толщины обкладок необходимо согласовывать с заводом-изготовителем при заказе такой ленты.
Таблица 4.47. Толщины наружных обкладок резинотканевых и резинотросовых лент.
| Транспортируемый груз и его размеры | Размеры кусков груза, мм | Класс прочности резины обкладок по ГОСТ 20-76 | Толщина верхней (рабочей) обкладки δ1 в мм, при режиме работы конвейера | Толщина нижней (опорной) обкладки δ2 |
| весьма легком | легком | среднем | тяжелом | весьма тяжелом |
| и коэффициентом kч |
| любом | любом | ≤ 100 | > 100 | ≤ 100 | > 100 | ≤ 100 | ≤ 100 |
| Необразивные и малообразивные (группы абразивности А и В) грузы хорошей транспортабельности, древесная стружка, древесный уголь, круглая галька, мягкий мел и т.п. | 0 - 60 | С,Г | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 1 |
| Среднеабразивные (группа С), средней транспортабельности, песок, цемент, камен ный уголь,антрацит,ще бень | 0 - 60 | В | 3 | 3 | 4; 5 | 3 | 4; 5 | 3 | 4; 5 | 3 | 1; 2 |
| 61 - 300 | Б | 3 | 3 | 4;5 | 3 | 6,0 | 4,5 | 8 | 6 | 2 |
| Сильноабразивные (группа Д) плохой и очень плохой транспортабельности, руда, гранит, камень и т.п. | 0-60 | Б,А | 3 | 4; 5 | 4; 5 | 4; 5 | 6 | 4; 5 | 6 | 4; 5 | 2 |
| 61-300 | Б,А | 4;5 | 4; 5 | 6 | 6 | 8 | 6 | 8 | 8 | 2 |
| > 300 | А | 6 | 6 | 8 | 8 | 8 | 8 (10) | 8 | 8 | 2 |
| В мягкой таре: мешки, кули,тюки, пакеты | - | С | 2 | 2 | 2 | 3 | 3 | 3 | 3 | 3 | 2 |
| Бестарные с жесткими кромками, отливки, механические детали | - | Б | 2 | 2 | 3 | 3 | 3 | 4; 5 | 4; 5 | 4; 5 | 2 |
Линейная нагрузка от ленты qл даН/м может быть выбрана по табл. 4.48 и 4.2 или определена по формулам:
для резинотканевой ленты:
qЛ = 1,1 (δОiО + δ1 + δ2)Bg (4.7)
, где δ1 и δ2 - толщины резиновых обкладок на верхней и нижней сторонах ленты (см. табл. 4.47), мм;
δО - толщина прокладки (табл. 4.49), мм;
iО - количество прокладок тягового каркаса, шт.;
В - ширина ленты, м;
для резинотросовой ленты:
qЛ = 1,1g (BδЛ – 0,001πd2TiT / 4) + qTiT (4.8)
, где δЛ - полная толщина ленты (см. табл. 4.2), мм;
dT - диаметр троса, мм;
iT - количество тросов в поперечном сечении ленты;
qT- линейная нагрузка от троса, даН/м.
Выбор типа опоры для ленты конвейера.
Лента между концевыми барабанами конвейера может опираться на ролики, сплошной настил из листовой стали, гладких деревянных досок, пластмассовых пластин и настил из других материалов,
а также на комбинированные опоры, состоящие из чередующихся роликоопор и настила.
Кроме того, лента может поддерживаться воздушной подушкой. Сплошной и комбинированный настилы применяются для транспортирования штучных грузов и для насыпных легких сильно пылящих
и ядовитых грузов, требующих перемещения в закрытом желобе.
Для транспортирования насыпных и штучных грузов (мешков, тюков, кип и т.п.) применяются роликоопоры, как правило, желобчатой формы. В табл. 4.14-4.17 показаны роликоопоры,
применяемые на грузовой и обратной ветвях конвейеров, В зависимости от назначения роликоопор их конструктивное исполнение может быть следующее: для рабочей ветви - рядовые,
переходные (выполаживающие), амортизирующие, центрирующие, регулирующие; для холостой ветви - рядовые, очистительные, регулирующие и центрирующие.
При транспортировании насыпных грузов плоская (прямая) роликоопора на рабочей ветви горизонтальных или наклонных (β ≤ 10°) конвейеров применяется нa
участках разгрузки груза плужковыми разгружателями и в случаях, когда это требуется по технологии. На холостой (обратной) ветви ленты, как правило, применяются прямые роликоопоры и иногда слабо желобчатые.
На рис. 4.3 изображены подвесные роликоопоры, способствующие увеличению срока службы ленты.
Таблица 4.48. Расчетная масса 1 м2 конвейерных лент (кг) в зависимости от числа прокладок.
| Тип ткани тягового каркаса | Толщина** наружных обкладок, мм | Число тканевых прокладок i. шт. |
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| БКНЛ-65, БКНЛ-65-2 | 3,0/1,0 | 7,3 | 8,2 | 9,1 | 10,0 | 10,9 | 11,8 | - | - |
| БКНЛ-100 | 3,0/1,0 | 7,9 | 9,0 | 10,1 | 11,2 | 12,3 | 13,4 | - | - |
| 4,5/2,0 | 10,8 | 11,9 | 13,0 | 14,1 | 15,2 | 16,3 | - | - |
| БКНЛ-150 | 3,0/1,0 | 8,5 | 10,8 | 11,1 | 12,4 | 13,7 | 15,0 | - | - |
| 4,5/2,0 | 11,4 | 12,7 | 14,0 | 15,3 | 16,6 | 17,9 | - | - |
| ТА-100, ТК-100 | 4,5/2,0 | 11,1 | 12,3 | 13,5 | 14,7 | 15,9 | 17,1 | - | - |
| 6,0/2,0 | 12,8 | 14,0 | 15,2 | 16,4 | 17,6 | 18,8 | - | - |
| ТА-300, ТК-300 | 4,5/2,0 | 12,0 | 13,5 | 15,0 | 16,5 | 18,0 | 19,5 | - | - |
| 6,0/2,0 | 13,7 | 15,2 | 16,7 | 18,2 | 19,7 | 21,2 | - | - |
| ТА-400, ТК-400, ТЛК-200 | 4,5/2,0 | 12,3 | 13,9 | 15,5 | 17,1 | 18,7 | 20,3 | 21,9* | 23,5 |
| 6,0/2,0 | 14,0 | 15,6 | 17,2 | 18,8 | 20,4 | 22,0 | 23,6* | 25,5* |
| К10-2-ЗТ, А-10-2-3т, ТК-200,ТК-150 | 4,5/2,0 | 11,7 | 13,1 | 14,5 | 15,9 | 17,3 | 18,7 | - | - |
| 6,0/2,0 | 13,4 | 14,8 | 16,2 | 17,6 | 19,0 | 20,4 | - | - |
| ТЛК-300 | 4,5/2,0 | 12,6 | 14,3 | 16,0 | 17,7 | 19,4 | 21,1 | - | - |
| 6,0/2,0 | 14,3 | 16,0 | 17,7 | 19,4 | 21,1 | 22,8 | - | - |
* Только для тканей ТА-400, ТК-400,
** В числителе приведена номинальная толщина резиновой обкладки рабочей поверхности, а в знаменателе - нерабочей поверхности ленты.
Таблица 4.49. Расчетная толщина тканевой прокладки тягового каркаса ленты, мм.
| Номинальная прочность прокладки по основе, да Н/см | Расчетная толщина тканевой прокладки, мм | Номимальная прочность про кладки по основе, да Н/см | Расчетная толщина тканевой прокладки, мм |
| с резиновой прослойкой из синтетического волокна и основе | без резиновой прослойки из комбинированных нитей | с резиновой прослойкой из синтетического волокна в ренине | без резиновой прослойки из комбинирован ных нитей |
| 400 | 2,0 | - | 150 | 1,8 | 1,6 |
| 300 | 1,9 | - | 100 | 1,2 | 1,8 |
| 200 | 1,4 | - | 55 | - | 1,15 |
Таблица 4.50. Выбор типа роликоопоры в зависимости от ее назначения и характеристики транспортируемого груза.
| Транспортируемый груз | Роликоопоры для ветви ленты |
| верхней (рабочей) | нижней (обратной) |
| Тип и обозначение по ГОСТ 22645-77 | Тип и обозначение по ГОСТ 22645-77 |
| Насыпные грузы: мало и среднеабразивные (группы абразивности А, В, С), неналипающие. Штучные грузы всех видов. | Верхняя прямая П; верхняя желобчатая Ж; верхняя желобчатая, центрирующая ЖЦ; верхняя желобчатая, амортизирующая ЖА | Нижняя прямая Н; НЛ; нижняя желобчатая НЖ; НЖД; нижняя прямая, центрирующая НЦ; НЦЛ |
| Насыпные грузы групп абразивности А, В и С, налипающие | Нижняя прямая, дисковая НД; НДЛ; нижняя желобчатая, дисковая НЖД нждл |
| Насыпные грузы сильно абразивные (группа Д), агрессивные, налипающие | Верхняя прямая,футе рованная ПФ; верхняя желобчатая,футерован ная ЖФ; желобчатая, футерованная, центрирующая ЖФЦ | Нижняя прямая, футерованная, дисковая НФ; НФЛ НДЛ; нижняя желобчатая, футерованная, дисковая НЖФ; НЖФЛ; НЖДЛ; нижняя прямая, футерованная, центрирующая НЦФ; НЦФЛ |
Тип роликоопоры выбирается по табл. 4.50, а диаметр роликов выбирается по табл. 4.51. Для специальных роликоопор (амортизирующих, футерованных, дисковых и т.п.)
диаметры роликов могут отличаться от указанных в табл. 4.51.
Таблица 4.51. Выбор диаметра ролика, прямой желобчатой роликоопор
| Диаметр ролика DP, мм | Диапазон ширины ленты В, мм | Плотность транс портируемого груза ρ, т/м3, не более | Наибольшая скорость движения ленты ν, м/с |
| 63; 89 | 400-650
400-800 | 1,6
1,6 | 2,0
1,6 |
| 102; 108 | 400-650
800-1200 | 2,0
1,6 | 2,5
2,5 |
| 127; 133 | 800-1200 | 2,0 | 2,5 |
| 152; 159 | 800-1200
1600-2000 | 3,5
3,5 | 4,0
3,2 |
| 194; 219; 245 | 800-1400
1600-2000 | 3,5
4,0 | 4,0
6,3 |
Наибольшее распространение имеют ролики на сквозной невращающейся оси с лабиринтным уплотнением и долговременной смазкой. Длина ролика lр выбирается в зависимости от ширины ленты и типа роликоопоры.
Для подземных конвейеров и на угольных шахтах в зависимости от ширины ленты В применяют ролики следующих диаметровdР, мм:
| В | 650 - 800 | 1 000 | 1 200 – 1 600 | 1 800 – 2 000 |
| dР | 89 | 133 | 159 | 159; 194 |
Для конвейеров, работающих на карьерах и горнообогатительных комбинатах, в связи с более тяжелыми условиями работы конвейеров в зависимости от ширины ленты применяют следующие диаметры роликов, мм
| В | 650 | 800 | 1 000 | 1 200 | 1 400 | 1 600 | 1 800 | 2 000 | 2 500 | 3 000 |
| dР | 108 | 133 | 133 | 159 | 159 | 159 | 159 | 194 | 194 | 194 |
| - | (159) | (159) | - | (194) | (194) | (194) | - | - | - |
Примечание. В скобках указаны диаметры роликов для конвейеров, транспортирующих руду и скальные породы. Для особо крупных кусковых грузов с размерами кусков
а' > 400 мм при ширине ленты 2000 мм рекомендуется применять ролики диаметром 219 мм.
С целью ограничения угловой скорости ролика диаметр его должен соответствовать скорости движения ленты:
| v, м/с | 2,0 | 2,5 | 3,2 | 4,0 | 6,3 |
| Dpmin, мм | 89 | 108 | 133 | 159 | 194 |
Типы роликов унифицированного ряда, соответствующего ГОСТ 22646-77,предназначенных для различных условий работы, приведены в табл. 4.52.
Таблица 4.52. Типы роликов унифицированного ряда ГПКИ «Союзпроммеханизация».
| Тип ролика | I | III* | II | III | IV | V* | V | VI |
| Диаметр, мм ролика оси | 89 | 89 | 108 | 133 | 159 | 159 | 194 | 194 |
| 17 | 20 | 17 | 20 | 25 | 30 | 30 | 40 |
| Номер подшипника | 503 | 304 | 503 | 304 | 7305 | 7306 | 7306 | 7308 |
| * Для подземных конвейеров. |
Расположение роликоопор по длине конвейера.
На различных участках длины конвейера роликоопоры устанавливаются на различном расстоянии друг от друга.
На рабочей ветви конвейеров общего назначения расстояние между рядовыми роликоопорами lР можно выбирать по табл. 4.53.
Таблица 4.53. Расстояние между роликоопорами на средней части рабочей ветви конвейера при транспортировании насыпных грузов.
| Ширина ленты, мм | Расстояние между роликоопорами lp м, при насыпной плотности груза, т/м3 |
| 0,5 | 0.5-0,8 | 0,81 - 1,2 | 1,2 -1,6 | 1.61-2,0 | 2,1 -3,5 | Св. 2.5 |
| 400 | 1,5 | 1,5 | 1,5 | 1,4 | 1,4 | 1,3 | 1,2 |
| 500 | 1,5 | 1,5 | 1,4 | 1,4 | 1,4 | 1,3 | 1,2 |
| 650 | 1,5 | 1,4 | 1,3 | 1,3 | 1,3 | 1,2 | 1,2 |
| 800 | 1,5 | 1,4 | 1,3 | 1,3 | 1,3 | 1.2 | 1,1 |
| 1000 | 1,3 | 1,3 | 1,3 | 1,3 | 1,2 | 1,1 | 1,1 |
| 1200 | 1,3 | 1,3 | 1,2 | 1,2 | 1,2 | 1,1 | 1,1 |
| 1400 | 1,2 | 1,3 | 1,2 | 1,2 | 1,2 | 1,1 | 1,1 |
| 1600 | 1,3 | 1,3 | 1,2 | 1,2 | 1,2 | 1,1 | 1,1 |
| 2000 | 1,3 | 1,3 | 1,2 | 1,2 | 1,0 | 1,0 | 1,0 |
Между амортизирующими роликоопорами в зоне загрузки средне и крупнокусковых грузов, а также мелкокусковых с ρ≥2,5 т/м*:
lр.а ≈ Dp.a + 200 (4.9)
, где Dр.а - диаметр ролика амортизирующей роликоопоры.
При транспортировании пылевидных, порошкообразных, зернистых и мелкокусковых грузов в зоне загрузки устанавливаются обычные рядовые роликоопоры c расстоянием lр.з ≈ 0,5lр.
На криволинейных участках рабочей ветви выпуклостью вверх (роликовые батареи) устанавливается не менее трех роликоопор с расстоянием lp.б = 0,5lр.
На незагруженной ветви лента отклоняется на криволинейных участках при помощи нескольких отклоняющих барабанов или прямых роликоопор, располагаемых по радиусу, как и на рабочей ветви, на расстоянии 0,5lр.
При транспортировании крупнокусковых грузов расстояние между рядовыми роликоопорами принимают: для a’max < 500 мм l’p ≈ 0,9l’p, для а’max > 500 мм lp ≈ 0,8lp.
На не загруженной ветви рядовые роликоопоры устанавливаются на расстоянии l’р ≈ (2/3)lр, но не более 2,5-3,5 м.
В зоне перехода резинотканевой ленты из прямого положения в желобчатое на рабочей ветви у головного и хвостового барабанов устанавливаются две-три переходные роликоопоры с различным
углом наклона боковых роликов аж на расстоянии друг от друга, равном lр.
Первая переходная роликоопора устанавливается на расстоянии lр≈ 0,8D≥800 мм, где D - диаметр барабана, мм.
Конструктивно переходные участки рекомендуется выполнять в соответствии с каталогом ГПКИ «Союз-проммеханизация» или завода изготовителя.
Центрирующие и регулирующие роликоопоры чередуются между собой и устанавливаются на рабочей ветви через каждые 10 рядовых роликоопор. На холостой ветви центрирующие и регулирующие роликоопоры,
чередуясь, устан авливаются на расстоянии 20-25 м друг от друга, т.е. через 7-10 рядовых роликоопор.
Для мощных конвейеров с шириной ленты 2000-2500 мм и скоростью движения v > 5 м/с расстояние между роликоопорамн должно определяться исходя из допустимой нагрузки на одну ролнкоопору.
При транспортировании штучных грузов массой до 20 кг рабочей ветви размер lр выбирается по табл. 4.54.
Таблица 4.54. Расстояние между роликоопорами Ip на средней части рабочей ветви конвейера при транспортировании легких штучных грузов.
Ширина ленты,
мм | Наибольшая масса
отдельных грузов, кг | Расстояние между
роликоопорами lp, м |
| 400 | 12 | 1,4 |
| 500 | 15 | 1,2 |
| 650 | 20 | 1,0 |
Для штучных грузов массой более 20 кг lр принимается равным половине наибольшего габаритного размера груза (ящика, мешка, тюка и т.п.)
и округляются до ближайшего целого числа. Расстояние между роликоопорамн в зоне загрузки и других местах рабочей и холостой ветвей конвейера для штучных грузов принимается таким же, как для насыпных грузов.
Для конвейеров, имеющих криволинейный выпуклый участок, минимальный радиус дуги определяется по формуле:
Rmin ≥ k1B (4.10)
, где k1 - коэффициент типа ленты и действующего натяжения, выбираемый по табл. 4.55.
Таблица 4.55. Значение коэффициента k1 в зависимости от действующего натяжения ленты.
| Тип тягового каркаса ленты | Удлинение ленты,% | Угол желоб чатости αж…° | Коэффициент k1 при действующем натяжении в % от допускаемого |
| До 50 | 60 | 70 | 80 |
| Резинотканевые ленты с прокладками |
| МЖ-300/100 | 2,0 | 20 | 12 | 15 | 20 | 30 |
| МЛК-400/120 | 2,0 | 30 | 15 | 20 | 30 | 45 |
| К-10-2-ЗТ | 3,0 | 20 | 10 | 12 | 15 | 20 |
| А-10-2-ЗТ | 3,0 | 30 | 12 | 15 | 20 | 30 |
| ТА-100, 150 | 3,5 | 20 | 10 | 12 | 12 | 20 |
| ТК-150, 4 200 | 3,5 | 30 | 12 | 15 | 20 | 25 |
| ТК-300; ТА-300 | 4,0 | 20 | 10 | 12 | 12 | 20 |
| ТК-400; ТА-400 | 4,0 | 30 | 12 | 15 | 20 | 25 |
| Резинотросовые ленты |
| РТЛ | 0,25 | 20 | 90 | 110 | 160 | 225 |
| 30 | 125 | 160 | 225 | 320 |
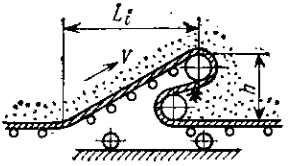
Геометрические размеры выпуклого криволинейного участка с радиусом дуги Ri = 10 м приведены в табл. 4.56. Для других значений радиуса дуги необходимо размеры,
указанные в табл. 4.56, умножить на 0,1Ri. Например, при Ri = 15 м умножают на 1,5.
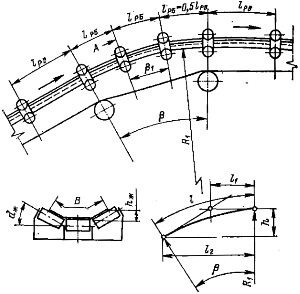
Рис. 4.20 Схема выпуклого участка трассы
Таблица 4.56. Геометрические размеры выпуклого участка трассы конвейера, очерченного по дуге радиуса k = 10 м (рис. 4.20).
Угол наклона
конвейера …° | Длина дуги | Длина хорды l2 | Высота h | Длина l |
| мм |
| 6 | 1,05 | 1,045 | 0,055 | 0,525 |
| 7 | 1,225 | 1,219 | 0,074 | 0.612 |
| 8 | 1,40 | 1,392 | 0,097 | 0,699 |
| 9 | 1,575 | 1,564 | 0,128 | 0,787 |
| 10 | 1,75 | 1,736 | 0,152 | 0,875 |
| 11 | 1,925 | 1,908 | 0,184 | 0.968 |
| 12 | 2,10 | 2,080 | 0,218 | 1,051 |
| 13 | 2,275 | 2,249 | 0,256 | 1,139 |
| 14 | 2,450 | 2,419 | 0,297 | 1,228 |
| 15 | 2,625 | 2,588 | 0,341 | 1,316 |
| 16 | 2,80 | 2,756 | 0,387 | 1,405 |
| 17 | 2,975 | 2,924 | 0,437 | 1,494 |
| 18 | 3,150 | 3,090 | 0,489 | 1,584 |
| 19 | 3,325 | 3,256 | 0,545 | 1,673 |
| 20 | 3,50 | 3,420 | 0,603 | 1,763 |
| 21 | 3,675 | 3,584 | 0,664 | 1,858 |
| 22 | 3,850 | 3,746 | 0,728 | 1,944 |
Нагрузка на одну роликоопору на криволинейном участке (рис. 4.20) проверяется по условию:
PP = lP [qЛ + qГ] cos β1 + SK / R1] ≤ Pдоп (4.11)
, где lР - расстояние между роликоопорами, м;
qЛ и qГ - линейная нагрузка от ленты и груза [(п. 2.3 и табл. 4.48)], даН/м;
β1 = β/(nР-1) угол между смежными роликоопорами;
nР - количество роликоопор на криволинейном участке;
SК - максимальное натяжение ленты в верхней точке кривой, даН;
Рдоп - допускаемая нагрузка на ролпкоолору, приводимая в каталогах, даН.
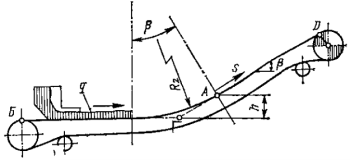
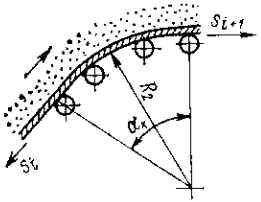
Рис. 4.21 Схема вогнутого участка трассы
Радиус вогнутого криволинейного участка конвейера (рис. 4.21) определяется по формуле:
R2 ≥ SKk2 / (qЛ cos2 β) (4.12)
, где SК - натяжение ленты в наивысшей точке А перегиба при полностью загруженном горизонтальном участке и незагруженных криволинейном и наклонном участках;
qЛ - линейная нагрузка от ленты, даН/м;
β - угол наклона конвейера,....0;
k2 - коэффициент запаса и типа натяжного устройства (выбирается из табл. 4.57).
Таблица 4.57. Коэффициент в зависимости от типа ленты.
| Тип ленты | Коэффициент kt |
| Натяжное устройство |
| грузовое | винтовое, пружинное, лебедочное |
| Резинотканевая Резинотросовая | 1,4 1,5 | 1,7 1,8 |
Расположение на конвейере переднего и заднего барабанов и определение их размеров. Барабаны конвейеров, работающих в среднем, тяжелом и весьма тяжелом режимах, устанавливаются так,
чтобы образующая барабана находилась выше образующей среднего ролика рядовой желобчатой роликоопоры на величину hp (табл. 4.58),
которая принимается по каталогам ГПКИ «Союзпрессмеханизация» и завода-изготовителя в зависимости от типоразмера ленты и роликоопоры.
Таблица 4.58. Значение hp в зависимости от угла подхода ленты β’, мм.
| Условное обозначение конвейера | Диаметр барабана, мм | Угол β,. ...° |
| 0 | 2 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 18 |
| С-160125У4 | 1290 | 45 | 45 | 50 | 55 | 60 | 70 | 70 | 70 | 70 | 75 |
| С-160160У4 | 1640 | 125 | 145 | 150 | 150 | 150 | 120 | 135 | 145 | 145 | 70 |
| С-200160У4 | 1640 | 50 | 55 | 60 | 70 | 80 | 80 | 80 | 80 | 80 | 80 |
| С-200200У4 | 2040 | 45 | 45 | 60 | 70 | 80 | 80 | 80 | 85 | 90 | 90 |
На конвейерах, работающих в весьма легком и легком режимах, величины hp может не быть, т.е. образующая барабана находится на одном уровне с образующей среднего ролика рядовой желобчатой роликоопоры.
Размеры барабанов.
Для резинотканевых лент диаметр приводных барабанов определяется по формуле
Dб = k’k’’i (4.13)
, где i - число прокладок в ленте; k' - коэффициент, учитывающий тип прокладок (табл. 4.59).
Таблица 4.59. Значение коэффициента k’.
| Прочность прокладки, длП/см ширины | 55 | 100 | 150 | 200 | 300 | 400 |
| k' | 125-140 | 150-160 | 160-170 | 170-180 | 180-190 | 190-200 |
Меньшие значения k' принимаются для лент меньшей ширины каждой прочности. Коэффициент назначения барабана k" выбирается по табл. 4.60.
Таблица 4.60. Коэффициент k’’ для выбора диаметра барабана.
| Назначение барабана | Разрывная прочность тканевой прокладки, даН/см |
| 100 | 120 - 200 | 250 - 300 | 350 - 400 |
| Приводной: наземный | 150 - 160 | 170 - 180 | 180 - 190 | 190 - 200 |
| подземный | 80 - 90 | 100 - 110 | 110 - 120 | 120 - 125 |
| Натяжной концевой | 120 - 130 | 135 - 145 | 145 - 150 | 150 - 160 |
| Отклоняющий | 100 - 110 | 120 - 125 | 125 - 135 | 135 - 140 |
При ориентировочных расчетах можно принять: диаметры концевых и натяжных барабанов Dк.б ≈ 0,8Dб,
диаметр отклоняющих барабанов Dо.б ≈ 0,65Dб, где Dб - диаметр приводного барабана.
Полученный диаметр барабана округляется до ближайшего размера из нормального ряда в соответствии с ГОСТ 22644-77, табл. 4.61.
Для резинотросовых лент диаметр приводных барабанов выбирают по табл. 4.62 в зависимости от предела прочности ленты на разрыв σЛ (см. табл. 4.2).
Для подземных конвейеров (угольные и сланцевые шахты) с резинотканевой лентой принимаются минимальные размеры диаметров приводных и неприводных барабанов, указанных в табл. 4.61.
Таблица 4.61. Размеры барабанов для конвейеров общего назначения, мм.
| Ширина ленты | Длинна обечайки барабана | Нормальный ряд наружных диаметров барабанов |
| 400 | 500 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | - |
| 500 | 600 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | 800 |
| 650 | 750 | 200 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 |
| 800 | 950 | 200 | 250 | 335 | 400 | 500 | 630 | 700 | 1000 |
| 1000 | 1150 | 250 | 315 | 400 | 500 | 630 | 800 | 1000 | 1250 |
| 1200 | 1400 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | - |
| 1400 | 1600 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 1600 |
| 1600 | 1800 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | - |
| 1860 | 2000 | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 |
| 2000 | 2200 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 |
| 2500 | 2800 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | - |
Принятый диаметр приводного барабана проверяется по среднему давлению ленты на барабан:
PСР = ( 360 / (DбBαπμ) ) (Sнб - Sсб) ≤ pдоп (4.14)
, где Sнб и Scб - натяжение набегающей и обегающей с барабана ветвей ленты, даН;
α - угол обхвата лентой барабана,...0;
рдоп - допускаемое среднее давление ленты на барабан.
Для конвейеров, работающих в тяжелых режимах, и для лент меньшей прочности принимаются меньшие значения рдоп. Графики зависимости среднего давления от соотношения Sнб/B для различных диаметров даны на рис. 4.22.
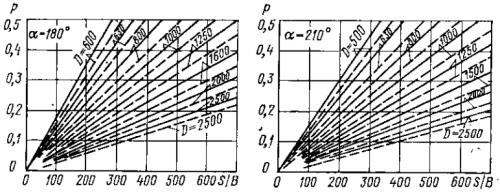
Рис. 4.22 Графики зависимости Р от S/В для барабанов разного диаметра
Тяговая способность барабана зависит от материала рабочей поверхности барабана и влажности атмосферы. Значения тягового фактора барабана еμα приведены на стр. 303.
Диаметр футерованного барабана должен быть увеличен на размер двойной толщины футеровки.
Длина барабанов принимается для лент В < 800 мм Lб = В + 50 мм; для лент В > 800 мм Lб = В + (60/80) мм;
для очень длинных и мощных конвейеров с В≥2000 мм - В + (100/150) мм.
Стрела центрирующей выпуклости барабана принимается в зависимости от размера Lб:
| Lб, мм | 500 | 600 | 750 | 950 | 1150 | 1400 | 1600 | 1800 | 2100 | 2300 |
| Стрела выпуклости δб, мм | 1,5 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,5 | 6,0 |
Выбор типоразмеров приводного барабана и редуктора производится по табл. 4.4, 4.5 в соответствии с нагрузкой на подшипник и расчетным крутящим моментом, определяемым по формуле:
Мкр = kЗPDб/2
, где Р - окружное усилие на барабане, даН;
Dпб - диаметр приводного барабана, см;
k3 = 1,1 / 1,2 - коэффициент запаса;
Мкр - крутящий момент на валу приводного барабана, даН-см.
Выбор типа натяжного устройства, его основных параметров и места установки на конвейере.
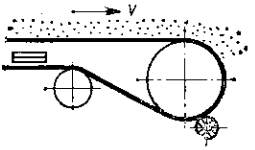
Схемы различных типов натяжных устройств (НУ) показаны на рис. 4.6. Натяжное устройство устанавливается, как правило, вблизи приводного барабана на холостой ветви,
где лента имеет минимальное натяжение (Smin), или на хвостовом барабане перед выходом ленты на рабочую ветвь.
Выбор типа натяжного устройства производится в зависимости от типа ленты и ее натяжения, длины, угла наклона и схемы трассы конвейера.
Винтовое натяжное устройство конструктивно простое и компактное может быть установлено на горизонтальных и наклонных конвейерах лишь небольшой длины (L < 75 м.).
Это устройства создает ограниченное и непостоянное натяжение ленты и требует периодического подтягивания ее, допускает ход натяжного барабана не более 1,5-2,0% от общей длины конвейера.
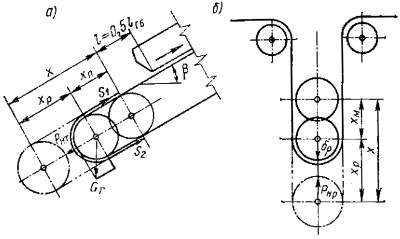
Рис. 4.23 К определению хода натяжных устройств: а при концевом натяжном устройстве; б - при промежуточном
Наиболее широкое распространение получили грузовые натяжные устройства без полиспаста и с полиспастом. Общий ход натяжного устройства состоит из двух частей (рис. 4.23) и определяется по формуле:
LН = LН1 + LН2
, где LН1 - монтажный ход (м) компенсирует изменение длины ленты при ее ремонте и перестыковке;
LН2 - рабочий ход натяжного устройства (м).
Таблица 4.62. Рекомендуемые наименьшие диаметры барабанов.
| Предел прочности на разрыв ленты, дН/см ширины | Диаметр троса dТ | Минимальная толщина ленты δ | Диаметр барабана |
| приводного | концевого | натяжного | отклоняющего |
| мм |
| 1000 | 4,1 | 12 | 625 | 500 | 500 | 300 |
| 1500 | 5,1 | 16 | 1000 | 800 | 625 | 500 |
| 2000 | 6,0 | 18 | 1000 | 800 | 625 | 500 |
| 2500 | 6,9 | 19 | 1250 | 1000 | 800 | 500 |
| 3000 | 7,7 | 20 | 1250 | 1000 | 800 | 500 |
| 4000 | 8,9 | 22 | 1250 | 1000 | 1000 | 500 |
| 5000 | 8,9 | 24 | 1250 | 1000 | 1000 | 625 |
| 6000 | 10,2 | 26 | 1250 | 1000 | 1000 | 800 |
В зависимости от конструкции стыкового соединения может быть принята LН1 = (0,3 / 2,0) В для стыков ленты, выполненных механическим способом (скобы, шарниры и т.п.), и для винтовых натяжных устройств принимают:
LН1 = (0,3 / 0,5) В (4.15)
вулканизированных стыков ленты и НУ любых конструкций, кроме винтового:
LН1 = (1/2) B (4.16)
Рабочий ход натяжного устройства компенсирует вытяжку и удлинение ленты при ее установившемся движении и при пуске конвейера. Рабочий ход определяется по формуле:
LH2 ≥ k’НL
, где L - длина конвейера между центрами концевых барабанов, м;
kН - коэффициент удлинения ленты при рабочей нагрузке, выбираемый по табл. 4.63;
В - ширина ленты, м.
Более точный расчет рабочего хода производится по формуле:
LН2 ≥ kβkЛεL (4.17)
, где ε - относительное удлинение принятого типа ленты; для резинотканевых лент ε = 0,015; для резинотросовых ε = 0,0025;
kβ - коэффициент угла наклона конвейера; при β ≤ 10° kβ = 0,85; при β > 10°kβ = 0,65;
kЛ - коэффициент использования выбранного типоразмера ленты по натяжению, принимаемый в зависимости от класса использования ее:
| Класс использования | Т1 | Т2 | Т3 |
| Коэффициент kЛ | 0,63 | 0,8 | 1,0 |
Таблица 4.63. Рекомендуемые значения k'Н.
| Длина конвейера, м | Лента |
| синтетическая | резинотросовая |
До 300
301-500
501-1000
Более 1000 | 0,020
0,020
0,015
0,010 | 0,0020
0,0020
0,0017
0,0015 |
Для резинотросовых лент необходимо соблюдать условие LН2 ≥ 500 мм.
Натяжное усилие РН, необходимое для перемещения тележки натяжного устройства с барабаном, определяют по формуле:
РН = kН(Sнб + Sсб) + РП (4.18)
, где Sнб и Sсб - натяжения набегающей на натяжной барабан и сбегающей с него ветви ленты (определяется тяговым расчетом);
kН - коэффициент повышения натяжения; при пуске kН = 1,2 / 1,5; при установившемся движении kН = 1,0;
РП - усилие перемещения тележки натяжного устройства.
Усилие перемещения тележки определяется по формуле:
РП = mТ (sin β + ωТcos β) g
, где mТ - масса натяжной тележки с барабаном и отрезком ленты;
β - угол наклона конвейера;
ωТ - коэффициент сопротивления движению тележки; для катков тележки на подшипниках качения ωТ = 0,05;
на подшипниках скольжения ωТ = 0,1.
Для грузового НУ рамного типа (см. рис. 4.5) натяжное усилие рамы определяется по формуле:
РН.Р= Sнб + Sсб - gmР + gmpωp (4.19)
, где mР - масса натяжной рамы с барабаном и отрезком ленты, кг;
ωР - коэффициент сопротивления перемещению натяжной рамы, ωР = 0,1.
Масса натяжного груза тележечного натяжного устройства определяется по формуле:
mн.г = РН/(ηiН) (4.20)
, где η - общий КПД полиспаста и обводных блоков, η = ηпη1iб; ηп = (1 + η1 + η21 + ... + η1iп-1)/iп
η1 - КПД одного обводного блока, η1 = 0,95;
ηп - КПД полиспаста;
iб - количество обводных блоков;
iп - кратность полиспаста, если нет полиспаста iп = 1.
Масса натяжного груза рамного НУ mн.г ≈ Рн.p.
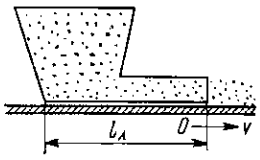
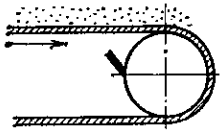
Выбор загрузочного устройства конвейера и определение его параметров.
Насыпные грузы загружаются на ленту конвейера из бункера или с технологических транспортных и погрузочных машин. Штучные грузы из бункера не загружают.
При загрузке груз должен ложиться равномерно по длине и центрально по ширине ленты. Равномерную подачу насыпного груза из бункера обеспечивают питатели,
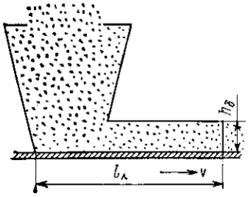
а для формирования и направления струи на ленту груза применяются загрузочные воронки и лотки. Схема загрузки конвейера показа на на рис. 4.24.
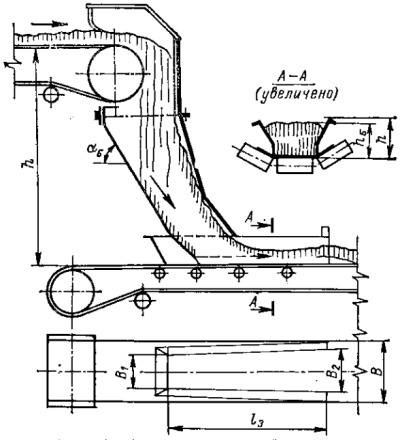
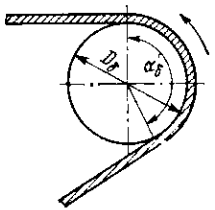
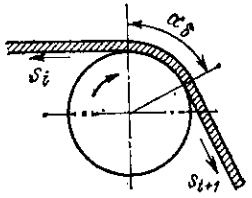
Рис. 4.24 Схема загрузки конвейера
Днище лотка, воспринимающего удары струи загружаемого груза и направляющего его на ленту, устанавливается наклонно к ленте под углом αБ,
на 8-10° больше угла трения груза о поверхность лотка. Вдоль ленты лоток продолжается наклонными направляющими бортами, опирающимися на
ленту через вертикально расположенное к ленте уплотнение из мягкой износостойкой резины.
Длина бортов направляющего лотка lЛ в зависимости от ширины ленты и скорости ее движения выбирается по табл. 4.64 или определяется по формуле:
lЛ = (v2 - v2пр) / (2gf1) (4.21)
, где v - скорость ленты, м/с;
vпр - проекция вектора скорости поступления груза в воронку на направление движения ленты, м/с;
g - ускорение свободного падения,м/с2;
f1 - коэфициент трения о ленту.
Минимальную высоту направляющих бортов лотка выбирают по табл. 4.64 или определяют исходя из производительности и размеров выпускного отверстия лотка по формуле:
hЛ = Q / (3,6Aρvпр) (4.22)
Ширину направляющих бортов принимают В1 = 0,5В; В2 = (0,6 / 0,7) В (рис. 4.24).
Таблица 4.64. Значения минимальных длин и высот направляющих лотка в зависимости от ширины ленты.
| Ширина ленты, м | Высота лотка, м, не менее | Длина лотка, м, при скорости движения ленты, м/с |
| до 1,6 | 1,6-2,5 | св. 2,5 |
| 400 | 0,2 | 1,0 | 1,2 | 1,6 |
| 500 | 0,2 | 1,2 | 1,6 | 2,0 |
| 650 | 0,3 | 1,2 | 2,0 | 2,5 |
| 800 | 0,3 | 1,6 | 2,5 | 2,5 |
| 1000 | 0,4 | 2,0 | 2,5 | 2,5 |
| 1200 | 0,4 | 2,0 | 2,5 | 2,5 |
| 1400 | 0,4 | 2,0 | 2,5 | 2,5 |
| 1600 | 0,5 | 2,2 | 2,5 | 3,0 |
| 2000 | 0,5 | 2,5 | 3,0 | 3,5 |
Выбор типа разгрузки конвейера и параметров разгрузочного устройства. Разгрузка конвейера может производиться о концевого(приводного) барабана или в
промежуточных пунктах при помощи различных разгрузочных устройств, установленных по длине трассы конвейера. Для разгрузки конвейера с концевого барабана или
перегрузки груза с одного конвейера на другой необходимо определить место установки экрана, воспринимающего удары частиц падающего груза (рис. 4.25);
для этого производится построение траектории свободного полета насыпного груза.
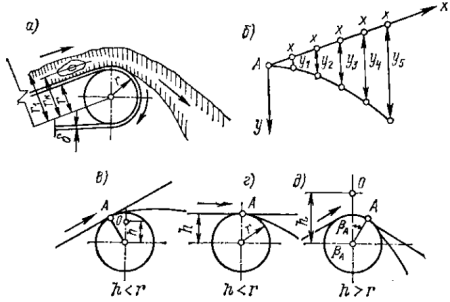
Рис. 4.25 Схема разгрузки через головной барабан: а, б - к определению траектории полета груза; в, г, д - полюсное расстояние
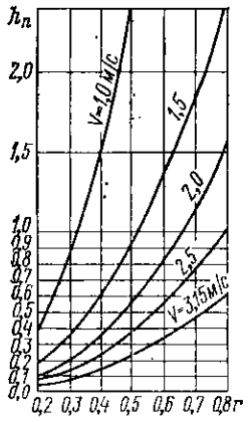
Рис. 4.26 График для определения
полюсного расстояния |
Уравнение траектории параболы в косоугольных координатах ху: х = vt; у=gt2/2 или у = gx2/(2v2).
Характер кривой падения груза зависит от радиуса барабана r, м, а также скорости движения груза v, м/с, и определяется полюсным расстоянием,
которое может быть вычислено по формуле h = r2g/v2 или выбрано по графику (рис. 4.26). При установке разгрузочной воронки необходимо предусмотреть защитные средства
от быстрого износа стенки воронки, воспринимающей удары падающих частиц груза. Рекомендуется покрывать их листами износостойкой резины, слоем груза, размещенным в специальных отсеках (карманах) и т.п.
Для разгрузки конвейера в промежуточных пунктах трассы применяются барабанные разгрузочные тележки (стационарные и передвижные),
плужковые сбрасыватели (одно- и двусторонние с жесткими разгрузочными щитами) и односторонние разгружатели с подвижной лентой.
Таблица 4.65. Области применения устройств для промежуточной разгрузки.
| Параметр | Барабанные разгружатели с механическим передвиженинем | Плужковые разгружатели с жесткими щитами | Плужковые разгружатли с подвижной лентой, односторонние |
| стационарные | с передвижением |
| ручным | механическим |
| Ширина ленты конвейера, мм | 500-2000 | односторонние |
| 500-1000 | 500-800 | 500-1000 | 650-800 |
| двухсторонние |
| 500-1400 | 500-1000 | 650-1600 | нет |
| Скорость, м/с | 2,0 | 1,0 - 1,6 | 1,0 - 1,6 | 1,0 - 1,6 | 1,0 |
| Управление разгружателем | Автоматизированное и дистанционное | Ручное, местное, автоматизированное | Ручное, местное | Автоматизированное | Ручное, местное |
| Транспортируемые грузы | Насыпные грузы - зернистые, по рошкообразные, мелко и среднекусковые, нелипкие | Пылевидные, порошкообразные, зернистые, и мелкокусковые групп абразивности А, В, С | Штучные массой до 20 кг |
Области применения разгрузочных устройств промежуточной разгрузки приведены в табл. 4.65. На наклонных участках конвейера плужковые сбрасыватели неустанавливаются.
Двусторонние плужковые сбрасыватели способствуют лучшему центрированию ленты и поэтому их применение более рационально.
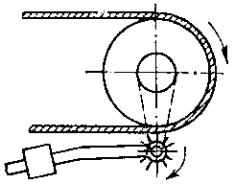
Выбор устройства для очистки ленты.
На каждом конвейере, транспортирующем насыпные грузы, устанавливаются очистительные устройства для очистки рабочей и внутренней поверхности ленты, поверхности переднего и заднего барабанов.
Тип устройства для очистки рабочей стороны ленты можно выбирать по табл. 4.66 в зависимости от характера транспортируемого груза.
Таблица 4.66. Рекомендуемые устройства для очистки наружной (грузонесущей) стороны ленты конвейера
| Транспортируемый груз | Рекомендуемые очистные устройства |
| Скребок | Механический вращающийся очиститель | Дисковые роликоопоры на обратной ветви | Переворот обратной ветки ленты |
| Состояние и свойства | Влажность, % | Характерные примеры | Одинарный | Двойной |
| Сухой, не липкий | 30 | Песок чистый, зерно, кокс, все виды тарных штучных грузов | * | - | - | - | - |
| Влажный: нелипкий | 65 | Земля, уголь, гравий, щебень | - | * | - | - | - |
| Влажный: с липкими частицами | 65 | Песок с частицами глины, формовочная земля, руда | * | - | * | * | - |
| Влажный: липкий | 80 | Глина, бетон | * | - | * | * | - |
| 100 | Руда, глина, вскрышка | * | - | - | - | * |
Примечания.
1. Рекомендуемые типы очистных устройств отмечены знаком *;
2. При нескольких отметках * применяется весь комплекс устройств;
3. Возможно применение пневматической или гидравлической очистки (обмыва) ленты в отапливаемом помещении при условии последующей просушки ленты и централизованного удаления воды.
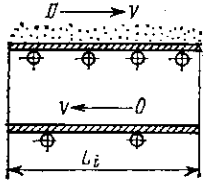
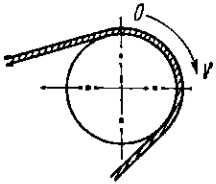
Применение переворота обратной ветви ленты возможно только при длине конвейера, большей, чем минимальная длина участков поворота ленты
Lmin > 2kЛВ, где kЛ - коэффициент допустимой длины поворота ленты, kЛ = 15 -
для резинотканевых лент; kЛ = 25 - для резинотросовых лент.
Устройство для очистки рабочей поверхности ленты устанавливается после раз грузочного (переднего) барабана, а для очистки внутренней поверхности ленты -
перед задним концевым барабаном на расстоянии около 0,8-1,0 м от оси барабана.
Для очистки внутренней поверхности ленты применяются одно или двусторонние скребки плужкового типа с выводом очищаемых частиц вне ленты конвейера.
Для очистки поверхности барабанов и, если требуется, роликоопор конвейера применяются стальные скребки. На барабанах с фасонной резиновой футеровкой очистители не устанавливаются.
Схема очистительного устройства показана на рис. 4.16. Конструктивное исполнение очистителей должно соответствовать требованиям ТУ эксплуатации конвейера. Параметры очистителей приведены в табл. 4.23-4.27.
Выбор типа привода.
Выбор типа привода (табл. 4.67) обусловлен протяженностью и профилем трассы конвейера, возможным значением коэффициента трения между лентой и поверхностью барабана,
коэффициентом использования прочности ленты. Окончательный выбор может быть сделан только после сравнительных технико-экономических расчетов возможных вариантов.
Наиболее надежным и конструктивно простым является однобарабанный привод (см. табл. 4.3).
Трехбарабанный привод недостаточно надежен; в нем многократно перегибается лента; конструкция сложная и громоздкая, а потому применение его не рекомендуется без особых на то причин.
Таблица 4.67. Рекомендации по выбору типа привода конвейера.
| Тип привода | Преимущественные признаки | Характерное положение | Тип электродвигателя |
| Профиль и характеристика трассы | Диапазон μ |
| Однобарабанный с одним двигателем | Любого профиля и любой протяженности | 0,1- 0,5 | На переднем (головном) барабан | Асинхронный, короткозамкнутый до мощности 100 кВт; с фазным ротором при мощности более 100 кВт |
| Однобарабанный c двумя двигателями | То же, при отсутствии редукторов с большим моментом и по производственным условиям | 0,1- 0,5 | То же | То же |
| Двухбарабанный привод без жесткой связи между барабанами и без уравнительного механизма с близким друг к другу («сомкнутым») расположением барабанов (см. табл. 4.3) | Горизонтальная и гзонтальнонаклонная большой протяженности | 0,1- 0,4 | На нижней(обратной) ветви вблизи от концевого, разгрузочного барабана или при совмещении с передним барабаном | С фазным ротором и повышеным скольжением до 6 %; с корот козамкнутым ротором и гидромуфтой |
| Двухбарабанный привод с раздельным расположением барабанов на переднем и заднем концах конвейера | Горизонтальная большой протяженности; преимущественно при одновременном транспортировании груза на верхней и нижней ветвях ленты | 0,1- 0,4 | На переднем (головном) и заднем (хвостовом) барабанах | С фазным ротором и повышенным скольжением до 6 % |
Коэффициент использования прочности ленты определяется для приводов:
однобарабанного:x1 = (еμα-1)/еμα (4.23)
двухбарабанного:x2 = e(μ1α1+μ2α2) - 1/e(μ1α1+μ2α2) (4.24)
, где е = 2,72 - основание натуральных логарифмов;
μ, μ1, μ2 - коэффициенты трения ленты о поверхность приводных барабанов (см. табл. 3.7);
α, α1, α2 - углы обхвата лентой приводных барабанов, рад. Значения коээфициентов x1 и x2 приведены в табл. 4.68.
Коэффициент распределения нагрузок между приводными барабанами в двухбарабанном приводе вычисляется по формуле:
kx = P1/P2 (4.25)
, где Р1 и Р2 - окружные усилия на первом и втором барабанах, кН.
Таблица 4.68. Значения коэффициента полезного использования прочности ленты х при различных типах фрикционных приводов.
| Коэффициент трения μ0 | Привод |
| Однобарабанный | Двухбарабанный при коэффициенте распределения нагрузки между барабанами kх |
| 1,0 | 1,5 | 2,0 | 3,0 |
| 0,1 | 0,34 | 0,51 | 0,57 | 0,50 | 0,45 |
| 0,2 | 0,57 | 0,73 | 0,77 | 0,82 | 0,76 |
| 0,3 | 0,72 | 0,84 | 0,87 | 0,89 | 0,92 |
| 0,4 | 0,82 | 0,90 | 0,92 | 0,93 | 0,94 |
| 0,5 | 0,80 | 0,94 | 0,94 | 0,95 | 0,96 |
При значении коэффициента трения μ ≥ 0,3 целесообразнее применять однобарабанный привод как более надежный и простой, так как при μ > 0,3
коэффициенты использования прочности ленты у одно и двухбарабанного приводов близки по значению.
В наклонных и наклонно-горизонтальных конвейерах также целесообразно применение однобарабанного привода.
Тяговый расчет.
Тяговый расчет ленточных конвейеров следует выполнять в двух вариантах: при установившемся движении и в момент трогания с места при полной нагрузке конвейера (см. гл. 3).
Для тягового расчета необходимо определить сопротивление движению на отдельных участках трассы конвейера. С этой целью заданную схему трассы конвейера разбивают на участки:
прямолинейные горизонтальные и наклонные, криволинейные, загрузки, разгрузки и т.п.
Точки сопряжений соседних участков трассы нумеруются последовательно, в направлении движения ленты, начиная от точки сбегания ленты с приводного барабана до точки набегания ее на приводной барабан.
Максимальное расчетное натяжение ленты Smax при установившемся движении равно натяжению ленты, набегающей на приводной барабан SНБ, и вычисляется по формулам:
при однобарабанном приводе:
SНБ = eμαPkЗ / eμα – 1 (4.26)
при двухбарабанном приводе:
SНБ = PkЗ [ e(μ1α1+μ2α2) ] / [e(μ1α1+μ2α2) -1 ] (4.27)
, где еμα - фактор оцепления (тяговый фактор);
Р - окружное усилие на приводном барабане;
k3 = 1,1 / 1,2 - коэффициент запаса.
Натяжение ленты на всех участках трассы конвейера должно иметь положительное значение. При выполнении тягового расчета необходимо проверить значения минимального натяжения ленты Smin.
У горизонтальных и слабонаклонных (с углом β ≤ 5°) конвейеров с однобарабанным приводом минимальное натяжение находится в точке сбегания ленты с приводного барабана,
т.е. Smin = Sсб при двух барабанном приводе - после второго приводного барабана по ходу ленты; у наклонных конвейеров с углом наклона β > 5° -
в самой нижней точке наклонного участка. У конвейеров со сложной трассой, где имеются участки спусков и подъемов, точку наименьшего натяжения определяют путем последовательных расчетов при различных режимах
загрузки участков трассы конвейера.
Подсчет натяжений против направления движения ленты производится по формуле Si-1 = Si-Wi, где Wi -
сопротивление на участке между точками i-1 и i.
Тяговое усилие при установившемся движении конвейера:
P0 = ∑Wi (4.28)
статическое тяговое усилие при пуске конвейера:
P’П = ∑WП (4.29)
∑Wi, ∑WП - суммы сопротивлений движению на всем контуре трассы конвейера при установившемся движении и при пуске конвейера соответственно.
Тяговое усилие установившегося движения ориентировочно для предварительных расчетов можно определить по формуле:
P0 = ∑W = CД [∑WГ.В + ∑WН.В] + ∑WГ.Н + ∑WН.Н (4.30)
, где ∑WГ.В, ∑WГ.Н - суммы сопротивлений движению на горизонтальных верхнем и нижнем участках, соответственно;
∑WН.В, ∑WН.Н - то же на наклонных верхнем и нижнем участках (табл. 4.69);
СД - коэффициент, учитывающий сопротивление в местах загрузки, очистки и т.д., выбираемый по рис. 4.27.
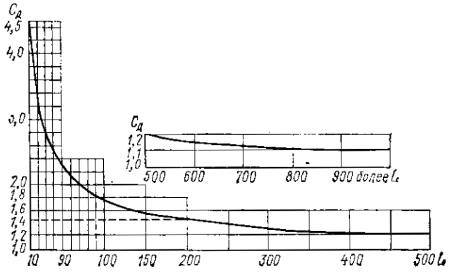
Рис. 4.27 График зависимости коэффициента СД от длины L
Таблица 4.69. Сопротивления движению в ленточных конвейерах.
| Сопротивление | Эскиз | Расчетная формула |
| Роликоопор на горизонтальных пря молинейных участках |
 |
На загруженной ветви ленты wг.в = (qг + qл + qр.в)ωLi На незагруженной ветви ленты wг.н = (qл+ qр.н)ωLi |
| На наклонных прямолинейных участках |
 |
На загруженной ветви ленты W=.2 = (q3 + q; + q@.2)ωLi ± (q3 + q;)Hн.н = (qл + qр.н)ωLi ± qлHi |
| При движении ленты по без роликовому сплошному на стилу и воз душной подушке |
 |
На наклонном участке конвейера Wн.в = (qг + qл)(c’Li ± H) На горизонтальном участке конвейера W’г.в = (qг + qл)с’Li |
| Роликоопор на участках с выпуклостью вверх |
 |
WКР = [ Si + (qг + qр.в + qл)R2 ] αkω или WКР = Si(λ-1) и Si+1 = Siλ |
| От перегиба ленты |
 |
WЛ = kЛBi Для резинотканевой ленты kл = 2,0 даН/м при Dб ≤ 0,6 м; kл = 1,5 даН/м при Dб > 0,6 м; при αб < 90° WЛ = 0 Для резинотросовой ленты kл = 0,1(d2k + 0,3) / (Dб - 10) |
| Подшипников отклоняющих и натяжных барабанов |
 |
Wп.б = 2,15Siωб sin(αб/2); ωб = 0,01 / 0,015 для подшипников качения; ωб = 0,15 / 0,025 для подшипников скольжения; ω’б = 1,5ωб при пуске |
| Загрузочных устройств при установившемся движении ленты Трения частиц груза о неподвижные борта направляющего лотка. Трения уплотнительных полос загрузочного лотка о ленту |
 |
WЗ = hЭqГlЛ/B + Gω; hЭ = 0,5 м при ν ≤ 1 м/с hЭ = 0,65 м при ν > 1 м/с или WЗ = WЗ.У + WЗ.Т + WЗ.И Для насыпных грузов WЗ.Т ≈ h2бf1γlЛg; Для штучных грузов WЗ.Т ≈ qбlЛ; qб = 1,0 / 1,5 даН/м WЗ.У = qПlЛ; qП = 3/5 даН/м при B ≤ 1000 мм; qП = 6/10 даН/м при B > 1000 мм; |
| Сил инерции груза, поступающего на ленту |
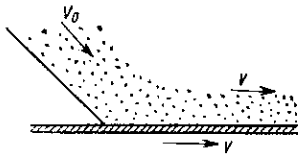 |
WЗ.И = qГ(ν2 – ν02) / g |
| Загрузочных устройств при пуске конвейера |
 |
WЗ.П = 0,7hЭqГ(lЛ/B) + G (1,5 + f), где G – сила тяжести груза, действующая на ленту, даН |
| Сил инерции груза, ленты, вращающихся роликоопор при пуске конвейера |
 |
WИ.К = jПLi(mГ + mЛ + kGmР) kG = 0,5 / 0,9 |
| Сил инерции отклоняющих и приводных элементов (барабанов, шкивов) при пуске конвейера |
 |
WИ.П = jПkGm0 |
| От разгрузки ленты плуж ковым разгружателем с не подвижным щитом |
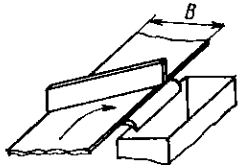 |
WP ≈ kРqГB; kР = 3,6 для мелкокусковых грузов kР = 2,7 для зернистых и пылевидных грузов |
| От разгрузки штучных грузов подвижным разгружателем (движущаяся лента |
 |
W’P ≈ GГf2; f2 = 0,5 / 0,7 |
| Очистительных щеток с собственным приводом |
 |
WЩ = 0,2qЩB; qЩ = 20/25 даН/м для сухих и влажных грузовж qЩ = 25/35 даН/м дял влажных и липких грузов |
| Очистительных плужков |
 |
WО.П = qОЧB; qОЧ = 30/50 даН/м |
| Очистительных скребков |
 |
WО.С = qОЧB; qОЧ = 30/50 даН/м |
| Комплексное сопротивление при установив шемся движении (воронка, два барабана, скребок, очистительный плужок |
 |
WК.З = 2Siωб + q’B + qГl1; q’ = 100 даН/м l1 ≈ 1 м |
| Разгрузки ленты разгрузочной тележкой |
 |
WР.Т = [ 2WП.б + WН.В ] k + WЩ; k = 1,1 / 1,2 |
| Комплексное сопротивление головного узла (два барабана, Щетка, очисти тельный плужок |
 |
WК.Г = 2Siωб + q”B; q” = 120 даН/м |
Согласно теории фрикционного привода условие отсутствия скольжения ленты по барабану пределяется выражением:
SНБ ≤ SСБeμα (4.31)
Тяговая сила на приводном барабане:
P0 = SНБ – SСБ = SНБ (eμα - 1) / eμα = SСБ (eμα - 1) (4.32)
Если движение груза на конвейере осуществляется по наклону вниз и конвейер является самодействующим, а на приводе происходит притормаживание ленты, то условие отсутствия скольжения ленты по барабану равно:
SСБ ≤ SНБeμα (4.33)
окружная притормаживающая сила:
WT = SСБ (eμα - 1) / eμα (4.34)
Для увеличения тягового усилия на барабане можно увеличивать натяжение ленты, что нежелательно, так как приводит к ее удорожанию, и потому рекомендуется увеличивать коэффициент трения между
барабанами и лентой путем применения футерованных барабанов или угол обхвата лентой барабана а с помощью специальных устройств или двух, трехбарабанного привода.
В соответствии со схемой конвейера, принятыми типами загрузки, разгрузки, очистительных устройств выполняют расчет сопротивлений движению для установившегося движения или пускового периода.
Формулы для расчета сопротивлений даны в табл. 4.69, а подробные пояснения к ним приводятся в гл. 3.
При расчете сопротивлений на отдельных участках выбирают коэффициенты со противления движению на рабочей ωи нерабочей ω’ ветвях конвейера.
Для установившегося движения, скорости ленты от 0,8 до 3,15 м/с и температуры окружающей среды от +40 до -10 °C значения ω и ω’ выбираются по табл. 4.70.
При скоростном движении ленты v > 3,15 м/с коэффициенты сопротивления движению определяются по формуле:
ωv = ω + Сv (v – 3,15) (4.35)
, где ω - коэффициент сопротивления, выбираемый из табл. 4.70;
Cv - коэффициент скорости;
v - скорость ленты, м/с.
Таблица 4.70. Значения коэффициента сопротивления ω в зависимости от условий работы.
| Условия работы | Характеристика условий работы | ω |
| Легкие | Чистое, сухое, отапливаемое, беспыльное, хорошо освещенное помещение; удобный доступ для обслуживания | 0,02 |
| Средние | Отапливаемое помещение, но пыльное или сырое; средняя освещенность и удобный доступ для обслуживания | 0,022 |
| Тяжелые | Работа в неотапливаемом помещении и на открытом воздухе; плохая освещенность и удобный доступ для обслуживания | 0,03-0,04 |
| Весьма тяжелые | Наличие всех указанных выше факторов, вредно влияющих на работу конвейера | 0,04-0,06 |
При температуре окружающей среды ниже минус 10 °C и применении низкотемпературных смазочных материалов:
ωt ≈ ωсt (4.36)
, где сt = 1,2 при t = до -20 °C; ct - 1,5 при t = -40 °C и ниже.
Для конвейеров с гирляндными подвесными роликоопорами:
ωГ = ωсГ (4.37)
, где сГ = 1,15 - для конвейеров с шириной ленты В ≤ 1000 мм; сГ = 1,3 - для конвейеров с шириной ленты В ≤ 1200 мм.
Таблица 4.71. Значения коэффициентов сопротивления движению ленты на отклоняющих барабанах ξ и роликовых батареях конвейера λ.
| Условия работы конвейера | Коэффициент сопротивления |
| ξ | l |
| Угол обхвата или отклонения …0 |
| 30 - 90 | 90 - 140 | 141 - 180 | 5 - 15 | 16 - 25 |
| Легкие | 1,02 | 1,02 | 1,03 | 1,02 | 1,03 |
| Средние | 1,02 | 1,03 | 1,04 | 1,03 | 1,04 |
| Тяжелые | 1,03 | 1,04 | 1,05 | 1,05 | 1,05 |
| Весьма тяжелые | 1,04 | 1 05 | 1,06 | 1,05 | 1.06 |
Таблица 4.72. Значения коэффициентов сопротивления движения для подземных работ.
| Тип, состояние конвейера, условия работы | Коэффициент сопротивления |
| грузовой ветви w | порожняковой ветви w | общий |
| Мощный магистральный конвейер, стационарный для наклонных стволов и капитальных уклонов; очень хорошее состояние конвейера, работа без загрязнений | 0,021-0,025 | 0,025-0,035 | 0,025 |
| Магистральный стационарный конвейер; хорошее состояние конвейера, небольшие загрязнения ленты или абразивная пыль | 0,025-0,030 | 0,030-0,040 | 0,030 |
| Участковый полустационарный конвейер; хорошее состояние конвейера, сильное загрязнение ленты | 0,030-0,035 | 0,035-0,045 | 0,035 |
| Участковый передвижной конвейер; удовлетворительное состояние конвейера, сильное загрязнение и запыление атмосферы | 0,035-0,045 | 0,040-0,050 | 0,040 |
При пуске конвейера:
ωП = ωсП (4.38)
,где сП = 1,2 - при температуре окружающей среды выше 0 °C, сП = 1,5 - при температуре ниже 0 °C.
В тяговом расчете сопротивление от перегиба ленты учитывается лишь при наличии в схеме трассы конвейера большого числа перегибов, так как сопротивле ние для одного перегиба ленты получается незначительное.
Минимальное натяжение ленты, полученное расчетом, проверяется исходя из допустимой стрелы провеса ленты между роликоопорами на рабочей и холостой ветвях конвейера (см. гл. 3).
Если значение Smin, полученное в тяговом расчете, не удовлетворяет условию допустимого провеса ленты, то необходимо принять Smin по формуле (3.78)
и сделать соответствующий перерасчет натяжений ленты по всему контуру трассы или умень шить lр и l'p в зоне Smin.
По расчетному тяговому (окружному) усилию вычисляется мощность приводного электродвигателя по формуле:
N = kЗP0ν/(102η) (4.39)
, где kЗ = 1,10 / 1,2 - коэффициент запаса;
η - общин КПД привода; η = ηpηмηб;
ν - скорость ленты, м/с;
Р0 - расчетное тяговое усилие.
Коэффициенты полезного действия приводного барабана других составляющих привода приведены в гл. 3.
В соответствии с полученной расчетом номинальной мощностью выбирают электродвигатель, который затем проверяют по пусковому моменту. Если в приводе применены гидравлические муфты со скольжением (5-6%),
то можно использовать короткозамкнутый электродвигатель переменного тока мощностью до 100 кВт.
При наличии в приводе жестких муфт с передачей постоянного крутящего момента следует использовать асинхронные электродвигатели с фазовым ротором.
При уточненном тяговом расчете выполняется подробный расчет сопротивлений на отдельных участках трассы (прямолинейные горизонтальные и наклонные, криволинейные, загрузки, разгрузки и т.п.) по формулам табл. 4.69.
Натяжение в точках сопряжений отдельных участков вычисляется по формулам гл. 3.
Суммируя последовательно сопротивления на всех участках контура трассы конвейера, определяют натяжение ленты, набегающей на приводной барабан SНБ, по формуле:
SНБ = SСБ + ∑Wi (4.40)
Из уравнений (4.33) и (4.40) получаем формулу для вычисления значений SСБ:
SСБ = kЗ(∑Wi / eμα) = kЗP0[(1/eμα) – 1] (4.41)
, где kЗ = 1,1 / 1,2 - коэффициент запаса тяговой способности привода.
Расчетное натяжение ленты, набегающей на приводной барабан, вычисляется по формуле:
SНБ = SСБeμα = kЗP0[eμα / (eμα - 1)] (4.42)
.По расчетному натяжению определяется прочность ленты конвейера по формулам (4.4) или (4.5). В соответствии с тяговым (окружным) усилием, вычисленным по формуле
P0= (SНБ-SСБ)/kЗ= ∑Wi, определяют мощность приводного электродвигателя двигателя.
Значения выражений eμα, 1/(eμα – 1) и eμα / (eμα – 1) приведены табл. 4.73.
При однобарабанном приводе по расчетной мощности выбирается по катлогам электродвигатель ближайшей мощности, т.е. Nдр ≥ N.
Рекомендации по выбору типа электродвигателя приведены в формуле (4.39) и табл. 4.67.
Таблица. 4.73. Значения тягового фактора Т = еμа
и коэффициенты
Г = (еμа - 1)-1 и Ж = еμα/(еμα-1).
| Коэффициент сцепления | Величина | Угол обхвата лентой барабана а (рад) |
| 180 (3.14) | 190 (3,22) | 200 (3.50) | 210 (3,67) | 240 (419) | 300 (5.24) | 330 (5.76) | 360 (6,28) | 400 (6.98) | 450 (7,85) | 480 (8,38) |
| 0,10 | Т Г Ж | 1,37 2,70 3,70 | 1,39 2,54 3,54 | 1,42 2,39 3,39 | 1,44 2,26 3,25 | 1,52 1,92 2,92 | 1,69 1,45 2,45 | 1,76 1,28 2,28 | 1,88 1,14 2,14 | 2,01 0,99 1,99 | 2,19 0,84 1,84 | 2,32 0,76 1,76 |
| 0,15 | Т Г Ж | 1,60 1,66 2,66 | 1,65 1,55 2,55 | 1,69 1,45 2,45 | 1,73 1,60 2,60 | 1,88 1,14 2J4 | 2,20 0,84 1,84 | 2,38 0,73 1,73 | 2,57 0,64 1,64 | 2,85 0,54 1,54 | 3,25 0,44 1,44 | 3,51 0,40 1,40 |
| 0,20 | Т Г Ж | 1,88 1,14 2,14 | 1,94 1,06 2,06 | 2,01 0,99 1,99 | 2,08 0,92 1,92 | 2,31 0,76 1,76 | 2,85 0,54 1,54 | 3,17 0,46 1,46 | 3,52 0,40 1,40 | 4,05 0,33 1,33 | 4,84 0,26 1,26 | 5,24 0,23 1,23 |
| 0,25 | Т Г Ж | 2,20 0,84 1,84 | 2,29 0,77 1,77 | 2,40 0,72 1,72 | 2,50 0,67 1,67 | 2,85 0,54 1,54 | 3,71 0,37 1,37 | 4,23 0,31 1,31 | 4,82 0,26 1,26 | 5,74 0,21 1,21 | 7,05 0,16 1,16 | 8,17 0,14 1.14 |
| 0,30 | Т Г Ж | 2,57 0,64 1,64 | 2,71 0,59 1,59 | 2,85 0,54 1,54 | 3,01 0,50 1,50 | 3,52 0,40 1,40 | 4,82 0,26 1,26 | 5,64 0,22 1,22 | 6,60 0,18 1,18 | 8,14 0,14 1,14 | 10,5 0,10 1,10 | 12,3 0,09 1,09 |
| 0,35 | Т Г Ж | 3,01 0,50 1,50 | 3,20 0,46 1,46 | 3,40 0,42 1,42 | 3,61 0,88 1,88 | 4,34 0,80 1,30 | 6,27 0,19 1,19 | 7,53 0,17 1,17 | 9,05 0,13 1,13 | 11,55 0,08 1,08 | 15,6 0,07 1,07 | 18,78 0,06 1,06 |
| 0,40 | Т Г Ж | 3,52 0,40 1.40 | 3,78 0,36 1,36 | 4,05 0,33 1,33 | 4,34 0,30 1,30 | 5,35 0,23 1,23 | 8,14 0,14 1,14 | 10,04 0,10 1,10 | 12,39 0,09 1,09 | 16,38 0,07 1,07 | 28,00 0,05 1,05 | 28,56 0,03 1,03 |
Мощность двигателя двухбарабанного привода определяется по формулам:
N=N1+N2; (4.43)
N1=NkX / (kX+1) ≤ N1дв (4.44)
N2=N / (kX+1) ≤ N2ДВ (4.45)
, где N- общая расчетная мощность, вычисленная по формуле (4.39), кВт;
N1и N2 - мощности двигателя на первом и втором барабанах, соответственно кВт;
N1ДВ и N2ДВ - мощности принятых по каталогу электродвигателей на первом и втором барабанах, соответственно, кВт;
kX- коэффициент распределения нагрузки между приводными барабанами [см. формулу (4.25)]. Обычно принимают kX=1/3
в зависимости от коэффициента использования прочности ленты x, приведенного в табл. 4.74.
При установке на первом барабане двух двигателей мощность каждого вычисляется с учетом поправки по формуле N1п = N1Л = k’N/2, N1п, N1Л — мощности правого и левого двигателей, соответственно, кВт;
N — общая расчетная мощность привода, определенная по формуле (4.39), кВт; k’ = 1,1 — поправочный коэффициент, учитывающий неравномерности распределения нагрузок.
Окружные усилия на приводных барабанах вычисляются по формулам:
Р = Р1 + Р2 (4.46)
Р1 = Рkх/(kх +1) (4.47)
Р2 = Р/(kх + 1) (4.48)
, где Р - общее окружное усилие, полученное тяговым расчетом;
Р1, Р2 - окружные усилия на первом и втором барабанах, соответственно.
Таблица 4.74. Значения коэффициента полезного использования прочности ленты Х при различных типах фрикционных приводов
| Коэффициент трения | Привод |
| однобарабанный | двухбарабанный |
| коэффициент распределения нагрузки между барабанами |
| 1,0 | 1,5 | 2,0 | 3,0 |
| 0,1 | 0,34 | 0,51 | 0,57 | 0,50 | 0,45 |
| 0,2 | 0,57 | 0,73 | 0,77 | 0,82 | 0,76 |
| 0,3 | 0,72 | 0,84 | 0,87 | 0,89 | 0,92 |
| 0,4 | 0,82 | 0,90 | 0,92 | 0,93 | 0,94 |
| 0,5 | 0,80 | 0,94 | 0,94 | 0,95 | 0,96 |
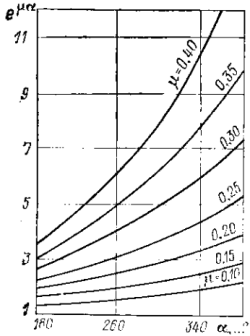
Рис.4.28 График для
определения еμα |
Натяжение ленты, сбегающей со второго барабана, определяется по формуле:
SСб2 = Pk3I / (eμ2α2 - 1) (4.49)
, где k3 = 1,1 / 1,2 - коэффициент запаса сцепления. Значения eμα и 1/(еμ2α2-1)
выбираются по табл. 4.74 или из рис. 4.28 и 4.29.
Натяжение ленты, набегающей на второй барабан исбегающей с первого барабана, равно:
SНб2 = SСб1 = SСб2 eμ2α2 (4.50)
Натяжение ветви ленты, набегающей на первый барабан:
SНб1 = SСб1 + k3P1 = SСБ2 eμ2α2 + k3P1 (4.51)
Потребный тяговый фактор на первом приводном барабане:
e μ2α2 ≥ S Нб1/(S Сб2 e μ2α2)
Расчет ленты производится по максимальному натяжению Smax=SHб1.
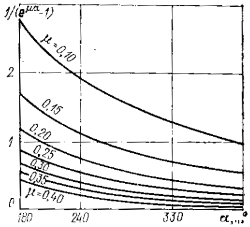
Рис. 4.29 График для определения
1/(еμα - 1)
|
При двухбарабанном приводе, если D1=D2, двигатели должны иметь одинаковую мощность и работать совместно с одинаковыми окружными усилиями.
Каждый приводной барабан на сбегающей ветви должен иметь натяжное устройство грузолебедочного типа с регулируемым усилием натяжения.
Тяговое усилие при разгоне двигателя можно определить по формуле:
РП.Д = РП+Рдин (4.53)
, где Рп - статическое тяговое усилие при пуске, рассчитанное по сопротивлению движения в пусковой период ∑WП с учетом сопротивления загрузочного устройства при пуске
W3.П;
Рдин - динамическая составляющая тягового усилия.
Динамическая составляющая тягового усилия определяется по формуле:
Рдин = [ 2(Mmax – MС.П)ip (GD2)k ηП ] / [ (GD2)(Dб + δЛ) ] (4.54)
МС.П = РП(Dб + δЛ) / (2ipηП) (4.55)
, где Mmax - максимальный момент на валу двигателя;
MСТ.П - статический пусковой момент, приведенный к валу двигателя;
Dб - диаметр барабана, м;
ωл - толщина ленты, м;
ip - передаточное число передаточного механизма;
ηп - пусковой КПД;
ηп=1 - (1 -η)kПСТ;
η - общий КПД см. стр. 52;
kn= 1,5 - коэффициент кратности статических сопротивлений трения при пуске;
ст = 0,55/0,6 - коэффициент возможного уменьшения сопротивлений конвейера;
(GD2) - общий маxовый момент.
Общий маховый момент равен:
(GD2) = k(GiDi2) + (GiDi2)к (4.56)
, где k= 1,05/1,15 - коэффициент, учитывающий массы деталей привода, вращающиеся медленнее, чем вал двигателя;
(GiDi2) - суммарный маховый момент ротора и муфты на валу двигателя (берется из каталогов на муфты и электродвигатели);
(GiDi2)к - маховый момент конвейера.
Маховый момент конвейера определяется по формуле:
(GiDi2)к = [ Gк(Dб + δЛ)2 ] / (ηПip2) (4.57)
Gк = kк [ (mГ + 2mЛ)L + kДGвр] (4.58)
, где GK - приведенная масса движущихся частей конвейера и лежащего на них груза;
kк - коэффициент, учитывающий упругое удлинение ленты, в результате которого не все массы конвейера приходят в движение одновременно,
kк = 0,5 / 0,7 — для резинотканевых лент; kк = 0,85 / 0,95 — для резинотросовых лент;
kД = 0,7 / 0,9-коэффициент, учитывающий, что окружная скорость части вращающихся масс меньше скорости ленты;
Gвр - суммарная масса вращающихся частей конвейера (роликоопоры верхней и нижней ветвей, барабаны) (табл. 4.75);
L - общая длина конвейера, м;
ip - потребное передаточное число передаточного механизма.
Таблица 4.75. Масса вращающихся частей роликоопор
| Ширина ленты В,мм | Роликоопора |
| желобчатая | прямая |
| Нормальное исполнение | Тяжелое исполнение | Dp, мм | Масса, кг |
| Dp, мм | Масса, кг | Dp, мм | Масса, кг |
| 500 | 102 | 10,0 | - | - | 102 | 6,0 |
| 650 | 102 | 12,5 | - | - | 102 | 10,5 |
| 800 | 89 | 8,5 | - | - | 89 | 7,7 |
| 800 | 127 | 22,0 | 159 | 31,8 | 127 | 19,0 |
| 1 000 | 127 | 25,0 | 159 | 39,3 | 127 | 21,5 |
| 1 200 | 127 | 29,0 | 159 | 57,0 | 127 | 26,5 |
| 1 400 | 159 | 49,8 | 194 | 78,3 | 159 | 41,9 |
| 1 600 | 159 | 54,9 | 194 | 84,9 | 159 | 46,7 |
| 1 800 | 159 | 62,0 | 194 | - | 159 | 50,0 |
| 2 000 | 194 | 98,1 | 194 | 106,8 | 159 | 50,0 |
Примечание. Dp - диаметр ролика.
Передаточное число передаточного механизма равно:
ip = [(Dб + δЛ)ωдв] / (2ν)
, где ωдв - угловая скорость двигателя, рад/с; ωл - толщина ленты, м.
Необходимое натяжение ленты в точке сбегания ее с приводного барабана при пуске находят по формуле SСБ.П = РП.Д / (еμα - 1).
Это натяжение ленты должно быть обеспечено натяжным устройством с целью устранения пробуксовывания ленты в период пуска.
Максимальное натяжение ленты, набегающей на приводной барабан при пуске конвейера, определяется по формуле:
SНб.П = PП.Д + SСб.П (4.59)
Проверка электродвигателя по пусковым нагрузкам.
Выбранный электродвигатель по расчетной мощности должен удовлетворят условию МП.Д ≤MИ, где МПД момент на валу двигателя при пусковой нагрузке, который определяется по формуле:
MНб.П = (SП.Д – SСб.П)Dбδ/(2ip) (4.60)
Пусковой момент электродвигателя МП:
МП = Мномλд
Номинальный момент электродвигателя Мн:
Мн = 975Nном/nном (4.61)
, где lд - коэффициент перегрузочной способности электродвигателя, приводимый в каталогах (обычно для асинхронных двигателей λд = 1,34/2,0);
Nном - номинальная мощность принятого электродвигателя (берется из каталога), кВт;
nном - номинальное число оборотов двигателя при мощности Nном, об/мин.
Проверка времени пуска конвейера.
Во избежание сброса груза с ленты в период пуска конвейера необходимо соблюдать условие j < jшах,
где j - принятые ускорения движения ленты при пуске конвейера, м/с2 (обычно принимают j = 0,1 / 0,2 м/с2);
jmax - максимально возможные ускорения, при которых обеспечивается надежное положение груза на ленте при пуске конвейера, м/с2; они определяются по формуле:
jmax ≤ kбg(f1 cos β – sin β) (4.62)
, где kб= 0,64/0,8 - коэффициент безопасности;
f1 - коэффициент трения между грузом и лентой, а для легко подвижных грузов - коэффициент внутреннего трения частиц груза;
β - угол наклона конвейера.
Полученное расчетом время пуска конвейера tПmin должно быть согласовано с временем пуска электродвигателя tП.Д (см. гл. 2).
Момент статических сил сопротивления при установившемся движении, приведенный к валу электродвигателя, рассчитывается по формуле:
МСТ = PDб/(ipη) (4.63)
Максимальное натяжение ленты, которое может развить принятый электродвгатель при пуске, определяется по формуле:
SДmax = [ (102NλДη)/ν ] * [ (eμα)/( eμα - 1)] (4.64)
После проверки электродвигателя и расчета максимального натяжения ленты при пуске SНб.П производят проверку прочности ленты по натяжению SНб.П.
Расчет тормозного момента.
В конвейерах, имеющих трассу с наклонными участками в приводном механизме, необходимо установить тормоз с целью предотвращения самопроизвольного обратного движения ленты с грузом при выключенном электродвигателе.
На ответственных конвейерах, работающих в тяжелом и весьма тяжелом режимах, кроме тормоза устанавливается и механический останов (храповой, роликовый и т.п.). Условие, при котором установка тормоза необходима:
qГmaxH ≥ ∑Wi (4.65)
, где qГmaxH - сила тяжести на наклонных участках конвейера при максимальной загрузке;
∑Wi- полное сопротивление движению на всех участках трассы.
Тормозной момент на валу электродвигателя, препятствующий самопроизвольному движению ленты под действием веса груза, определяется по формуле:
MТ = [ qГmaxH – CТ(P0 - qГH) ] [ (Dбη) / (2iP) ] (4.66)
, где qГmax, qГ - линейная расчетная нагрузка на ленту от массы транспортируемого груза при максимальной и нормальной загрузках ленты конвейера, соответственно даН/м;
Н - суммарная высота подъема груза на трассе конвейера, м;
СТ - коэффициент возможного уменьшения сопротивлений на трассе конвейера, СТ = 0,5/0,6;
Р0 - тяговое усилие на приводном барабане при установившемся движении;
Dб -диаметр приводного барабана, м;
η - общий КПД всех механизмов привода.
Замедление конвейера должно происходить плавно, замедление движения ленты должно удовлетворять условию (4.62).
Время торможения до полной остановки конвейера:
tТ ≈ (GD2)К nН/[375g(MТ.Т + MСТ)] (4.67)
, где (GD2)К - маховой момент всех движущихся частей конвейера, приведенный к валу
двигателя кН/м2;
nН - номинальное число оборотов двигателя, об/мин;
MТ.Т - момент на валу двигателя, создаваемый тормозом;
МСТ - момент статических сил сопротивления при установившемся движении, приведенный к валу двигателя.
Время свободного выбега ленты конвейера при отсутствии торможения:
tСВ ≈ (GD2)К nП / (375gMСТ) (4.68)
Автоматизированная система проектирования ленточных конвейеров.
Проекти рование ленточных конвейеров является весьма трудоемким процессом, включающим в себя тяговые, конструктивные и геометрические расчеты, подбор комплектующих изделий,
разработку чертежей приводов и нестандартизированных металлоконструкций (стоек, секций, опор, лотков, воронок и т.д.). В разработку проекта также входит составление спецификаций,
сводки металлов и метизов, разработка сборочного чертежа и пр.
С целью улучшения качества работы и повышения производительности труда проектировщика в институте «Гипросантехпром» разработана и внедрена в промыш ленную эксплуатацию автоматизированная
система проектирования ленточных конвейеров (АСП ЛК).
Основными компонентами АСП ЛК являются: программное обеспечение, вклю чающее постановку задачи и алгоритм; информационное обеспечение, т. е. альбом чертежей,
переработанных в специальные таблицы; методическое обеспечение системы, включающее набор инструкций по использованию системы; альбом форм входных вы ходных документов.
При использовании АСП ЛК ручные операции проектирования сводятся к подготовке исходных данных для ЭВМ и оформлению сборочного чертежа конвейера,
выполняемого на основании машинного расчета. Все остальные операции проектирования конвейера выполняются ЭВМ.
В результате использования АСП ЛК более чем в пять раз повышается произво дительность труда проектировщика, появляется возможность многовариантной проработки проектируемых проектов,
улучшается качество выпускаемой документации, снижается расход металла за счет применения наименее материалоемких конструкций.
На схеме 4.1 представлена структура автоматизированного процесса проектирования ленточного конвейера.
Проектировщик заполняет только задание на расчет. Далее весь расчет и всю выборку делает машина. В конце работы проектировщик чертит общий вид.
Программы АСП ЛК выполнены на языке «Аналитик» для различных ЭВМ, выпускаемых отечественной промышленностью. В результате расчета ленточного конвейера с помощью АСП ЛК
определяют параметры привода, размеры стоек, конструктивные параметры конвейера, спецификацию и сводку материалов, а именно; перечни документации с обозначением чертежей,
сборочных единиц, прочих изделий, стандартных изделий и ведомости крепежных изделий и материалов.
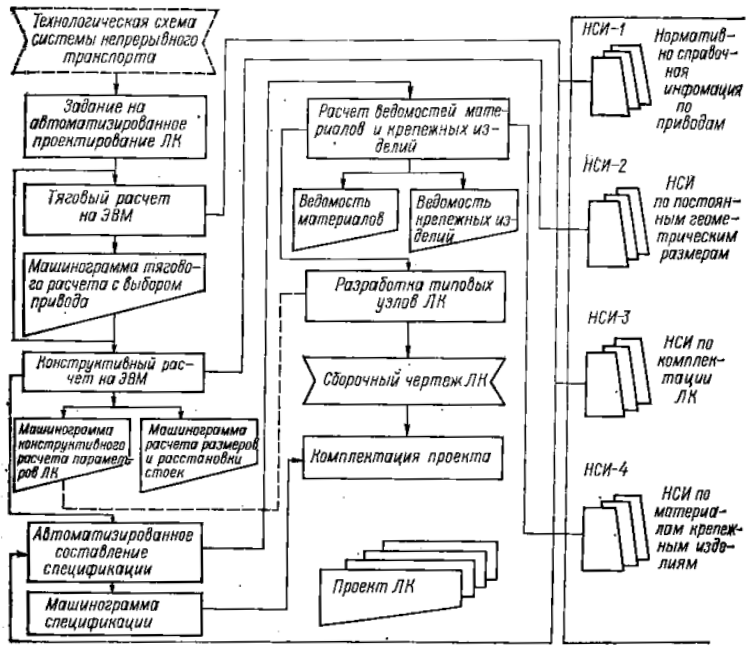
Схема 4.1
|